
Défis dans le domaine sous-marin
Pression et contraintes extrêmes
Sous l’eau, la pression ambiante augmente d’environ un bar par 10 mètres de profondeur. Pour les microcomposants, cela signifie que même de petites erreurs de géométrie peuvent entraîner des déformations permanentes. Les surfaces d’étanchéité, les ajustements ou les structures élastiques sont sensibles si les dimensions de la fente ne sont pas respectées avec précision. Dans l’usinage de précision pour les applications sous-marines, des tolérances de l’ordre de quelques millièmes de millimètres ne sont donc pas une option, mais une obligation. De plus, les charges cycliques dues aux courants, aux vibrations et aux changements de température ont un impact. De telles variations de charge favorisent la fatigue des matériaux, en particulier dans les zones à parois minces et à très petits rayons. Une structure de matériau homogène, une qualité d’arête reproductible ainsi qu’une rugosité de surface contrôlée sont décisives pour que les joints s’appliquent proprement et qu’il n’y ait pas de microfuites. Les concepteurs pensent toujours aux ajustements, aux débattements et aux géométries de joints comme un système qui doit rester stable sous la pression et la température. Les frottements, la cavitation et les particules présentes dans le fluide ne doivent pas perturber le fonctionnement, même après des milliers de cycles de charge.

La corrosion, un ennemi invisible
L’eau salée, la pression, la géométrie des fentes et les potentiels électriques forment une combinaison délicate. La corrosion commence souvent là où on ne l’attend pas, par exemple dans des joints étroits ou sous des dépôts. Les mécanismes de corrosion par piqûres induits par le chlorure attaquent rapidement les zones non protégées. Même pour l’INOX, la composition de l’alliage et l’état de surface réel déterminent la durée de stabilité d’un composant. Les microstructures avec des zones rugueuses ou des arêtes de bavure favorisent les cellules locales, ce qui affaiblit la couche passive. À cela s’ajoute la corrosion de contact lorsque différents métaux sont utilisés dans le même milieu. L’utilisation du titane réduit considérablement le risque, mais doit tenir compte de l’appariement avec d’autres matériaux. Les effets électrochimiques des capteurs et du câblage, qui peuvent générer des courants vagabonds, sont tout aussi importants. Des bords propres et sans bavures, des valeurs de rugosité définies et un choix ciblé de matériaux réduisent la tendance à la corrosion, allongent les intervalles de maintenance et stabilisent les valeurs de mesure, en particulier pour les supports de capteurs, les microvannes ou les mécanismes de fermeture.
Miniaturisation et complexité des composants
Plus la pièce est petite, plus les exigences sont sévères. Des canaux de l’ordre du dixième de millimètre, des micro-perçages pour le guidage des fluides ou des structures de ressort filigranes exigent un usinage sans déformation et sans zones de bordure thermique. De minuscules bavures suffisent à endommager les lèvres d’étanchéité ou à fausser les forces de fermeture des vannes. Les zones à parois fines sont sensibles aux tensions internes, ce qui se remarque immédiatement sous pression. Parallèlement, la complexité des géométries augmente, par exemple dans le cas d’évidements imbriqués, de largeurs de fentes précises ou de très petits rayons d’angle. Pour que la technologie sous-marine fonctionne, il faut donc une interaction cohérente entre la précision géométrique, la qualité reproductible des bords et la topographie définie de la surface. Ce n’est qu’ainsi que le débit, l’étanchéité et la stabilité du capteur restent constants, même après de nombreux cycles de charge. En intégrant la fabrication dès le début de la conception, on réduit les itérations et on obtient plus rapidement une micro-géométrie qui fonctionne de manière fiable dans le milieu.

Pourquoi la précision est essentielle ici
Les microtolérances et leur importance dans les environnements à haute pression
Même de minuscules écarts modifient le schéma d’écoulement dans les canaux et les sièges de soupape. Dans un environnement à haute pression, un espace supplémentaire augmente le taux de fuite, réduit la précision de mesure et génère des forces indésirables sur les lèvres d’étanchéité. Les microtolérances garantissent que les dimensions de l’interstice, les rayons des bords et les ajustements fonctionnent ensemble de manière précise et que la fonction reste stable même en cas de pics de pression.
La qualité des bords et la rugosité de la surface sont particulièrement critiques. Les micro-barbes perturbent l’écoulement, augmentent le frottement et endommagent les joints. Une topographie finement définie réduit le travail de friction, stabilise les forces d’ouverture et de fermeture et maintient le rendement constant, même lorsque la température et la pression varient.
Un principe s’applique donc à l’usinage de précision pour les applications sous-marines. Plus le composant est petit, plus les tolérances, la concentricité et la coaxialité doivent être serrées. Seule la somme de ces paramètres permet de maintenir le débit, l’étanchéité et la qualité du signal dans la plage cible.
Durabilité et fiabilité grâce à une fabrication précise
Sous l’eau, les changements de charge, la cavitation et l’abrasion des particules agissent. Des géométries précises répartissent uniformément les contraintes et évitent les effets d’entaille aux jonctions. Le risque de fissuration dans les zones à faible rayon ou à paroi mince est ainsi réduit, ce qui augmente sensiblement la durée de vie.
Une surface contrôlée réduit les germes de corrosion. Les bords densifiés et sans bavures offrent une meilleure tenue à la couche passive, en particulier pour l
La maintenance en bénéficie également. Les composants dont la géométrie est stable et reproductible dès le départ présentent des caractéristiques constantes sur de nombreux cycles. Les supports de capteurs, les sièges de buses et les pivots de vannes conservent leur position et leur forme, ce qui réduit les temps d’arrêt et prolonge les intervalles de contrôle.
Conséquences des moindres écarts dans les opérations sous-marines
Un centième de trop dans le jeu d’une microvanne modifie la courbe caractéristique et entraîne des variations de pression que les régulateurs doivent continuellement compenser. Ces corrections augmentent la consommation d’énergie et sollicitent la mécanique. Dans le domaine des capteurs, une position angulaire minimale décale la référence, les valeurs mesurées dérivent et ne sont détectées que tardivement.
L’acheminement des fluides est également sensible. Des fentes de mauvaise largeur créent des tourbillons et de la cavitation, ce qui provoque l’arrachement de matériaux et rend les surfaces rugueuses. Il en résulte des poches microscopiques dans lesquelles les électrolytes stagnent plus longtemps. Il en résulte une accélération de la corrosion aux points névralgiques.
Une planification et une fabrication précises permettent d’éviter des coûts supplémentaires avant même le premier essai. Des jeux stables, des rayons définis et une combinaison de matériaux appropriée garantissent que les composants restent dans le système. Les microcomposants remplissent ainsi leur fonction en toute fiabilité, même si la pression, la température et le fluide varient sur de longues périodes.
Procédés soustractifs vs. impression 3D, une comparaison critique
Avantages des procédés soustractifs pour les matériaux résistants à la corrosion
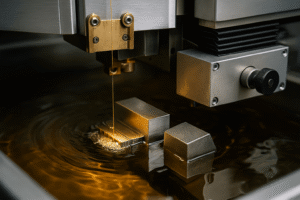
Les matériaux résistants à la corrosion comme l’INOX, le titane, les métaux durs ou les céramiques conductrices exigent des processus stables sans altération de la structure. Les procédés tels que l’électroérosion à fil, la micro-érosion et la découpe laser de précision fonctionnent sans contact et souvent dansun bain d’huile, ce qui permet de conserver la structure du matériau et d’éviter les bavures sur les bords. C’est essentiel lorsque les surfaces d’étanchéité, les sièges de soupape ou les supports de capteurs doivent fonctionner durablement dans l’eau salée. Les microcomposants usinés soustractivement atteignent des rayons définis, des arêtes vives et des largeurs de fentes reproductibles, ce qui protège la couche passive de l’INOX et favorise la stabilité galvanique des couples de titane.
Densité des matériaux, qualité de surface et pourquoi ils comptent
Sous l’eau, la densité du matériau détermine sa durée de vie. Les couches obtenues par addition peuvent contenir des pores ou des défauts de liaison qui agissent comme des germes de corrosion. Les processus soustractifs fournissent des sections denses avec une structure homogène. La
Évolutivité du prototype à la série
Un prototype n’est qu’un début. Les parcours soustractifs peuvent être transformés en petites séries et en séries avec des paramètres identiques. Les concepts de serrage, les outils et les programmes sont stables, ce qui augmente l’évolutivité et simplifie l’assurance qualité. Les machines d’électro-érosion peuvent reproduire de longues durées de fonctionnement sans surveillance et les pièces sortent de la machine avec une finition fonctionnelle des bords. Les parcours additifs doivent souvent être requalifiés pour chaque géométrie, alliage et orientation de pièce, ce qui allonge les temps d’exécution et complique la capabilité du processus dans les projets BOFU.
Préoccupations fréquentes concernant l’EDM et pourquoi elles ne s’appliquent pas
Objection Coût: si l’on considère les rebuts, les retouches et les conséquences des défaillances en cours d’utilisation, les processus EDM précis sont souvent plus avantageux sur le cycle de vie. La matière est enlevée de manière ciblée, la consommation reste calculable, en particulier pour les alliages coûteux.
Objection Tempo: le temps de coupe pur ne fait pas tout. La suppression des retouches, la grande stabilité du processus et l’allongement de la durée de fonctionnement des machines compensent la durée de traitement. Les projets gagnent en fiabilité en termes de délais car moins d’itérations sont nécessaires.
Objection Flexibilité: les procédés soustractifs couvrent entièrement les matériaux conducteurs. Pour les composants non conducteurs, la découpe laser et le micro-usinage sont disponibles. Cette combinaison permet d’obtenir des assemblages mixtes, ce qui est nécessaire dans l’usinage de précision pour les applications sous-marines.
Objection Environnement: les installations modernes fonctionnent avec des unités en circuit fermé pour les diélectriques. L’enlèvement est faible et concentré, les structures de support ne sont pas nécessaires, ce qui réduit sensiblement les déchets pour les matériaux coûteux. La qualité élevée de la première pièce, qui évite les retouches et les processus supplémentaires, est décisive.
Matériaux pour conditions extrêmes

INOX, aciers inoxydables pour la résistance à l’eau salée
L’INOX est le premier choix pour les pièces exposées à l’eau de mer et à la pression. Les éléments d’alliage tels que le chrome, le nickel et le molybdène sont essentiels, car ils contrôlent la résistance à la corrosion par piqûres et à la corrosion sous contrainte. Dans les applications avec chlorures, les qualités austénitiques offrent une protection élevée, tandis que pour les composants fortement chargés, les concepts de matériaux duplex offrent une solidité supplémentaire et une meilleure résistance à la fissuration. Il est important que le processus de fabrication soit sûr, avec des bords propres, une zone de rodage réduite et une topographie contrôlée. Ainsi, la couche passive reste stable, les surfaces d’étanchéité restent étanches et les ajustements se font facilement. Pour les appariements avec d’autres métaux, il est recommandé de choisir une combinaison compatible avec la galvanisation afin d’éviter les éléments locaux. Les aciers inoxydables correctement sélectionnés résistent longtemps aux courants, aux changements de température et à l’abrasion des particules, tout en conservant leur stabilité dimensionnelle.
Titane, la rencontre de la légèreté et de la protection contre la corrosion
Le titane allie une faible densité à une excellente résistance à la corrosion, même dans l’eau salée chaude. Les qualités pures comme le grade 2 font valoir leurs points forts en termes de résistance et de stabilité dimensionnelle, tandis que les variantes alliées comme le Ti 6Al 4V augmentent la résistance pour les microcomposants soumis à de fortes contraintes. La couche d’oxyde naturelle forme une barrière robuste contre les fluides et reste stable même après une contrainte mécanique, si la surface est fabriquée de manière homogène. Dans un environnement humide et pressurisé, le titane minimise le risque de corrosion galvanique, en particulier lorsque les vis, les douilles et les roulements sont combinés de manière appropriée. En raison de sa faible conductivité thermique et de sa résistance spécifique élevée, il convient aux géométries à parois minces, aux fentes précises et aux sièges de soupape délicats, où chaque centième compte.
Alliages spéciaux et métaux durs pour la technologie haute pression
Là où la pression, l’abrasion et la chimie des fluides se rencontrent, les alliages spéciaux et les métaux durs sont de mise. Les qualités à base de nickel résistent aux chlorures et à la température, ce qui rend les microvannes, les buses et les supports de capteurs fiables. Les matériaux à base de chrome cobalt offrent une résistance à l’usure, en particulier pour les surfaces de contact coulissantes. Le carbure de tungstène convient aux disques de buses, aux arêtes de coupe et aux orifices d’orientation qui doivent conserver leur forme sous charge. Dans les milieux contenant des particules solides ou en cas de cavitation, une surface dense et homogène prolonge sensiblement la durée de vie. En outre, les céramiques conductrices offrent une dureté et une stabilité dimensionnelle élevées, par exemple pour les profils de dressage ou les guidages soumis à une forte usure. La bonne combinaison de ténacité, de résistance à la corrosion et de tenue des bords détermine si une pièce peut supporter de nombreux cycles ou si elle tombe en panne prématurément.
Pourquoi la diversité des matériaux est cruciale pour la flexibilité des applications
Aucune application sous-marine ne ressemble à une autre. Les différents fluides, niveaux de pression et fenêtres de température exigent un choix de matériaux optimisé pour la fonction et la durée de vie. En choisissant entre l’INOX, le titane, les carbures métalliques, les alliages de nickel et les céramiques, vous reproduisez de manière ciblée les propriétés requises. On obtient ainsi des composants non seulement résistants à la corrosion, mais aussi à faible usure, stables en termes de dimensions et favorables à l’écoulement. Cette diversité réduit les itérations de l’idée à la série, améliore la reproductibilité et permet un usinage de précision économique pour les applications sous-marines. Au final, on obtient un système qui harmonise le matériau, la géométrie et l’itinéraire de fabrication et qui assure ainsi une performance durable dans le milieu.
Processus de précision pour les microcomposants sous-marins
Pour l’usinage de précision destiné aux applications sous-marines, ce n’est pas un procédé unique qui compte, mais une interaction harmonisée. Voici les méthodes qui permettent de réaliser des géométries délicates, des bords denses et des surfaces reproductibles sans compromettre l’intégrité des matériaux.
Micro-érosion, précision sans apport de chaleur
La micro-érosion élimine le matériau sans contact par des décharges électriques. Il n’y a donc pas de forces de processus, ni d
La micro-érosion est particulièrement efficace pour les métaux durs et les céramiques. Chez Retero, l’usinage de ces matériaux se fait dans un
Electroérosion à fil en bain d’huile, qualité de coupe parfaite pour les géométries complexes
L’électroérosion à fil consiste à découper des matériaux conducteurs le long d’une trajectoire programmée. L’usinage est sans contact, il n’y a pas de tensions mécaniques et même les barres extrêmement fines conservent leurs dimensions. Selon l’application, Retero atteint
Pour le carbure et la céramique, on utilise un usinage à fil fin dans un bain d’huile. L’huile sert de diélectrique, stabilise l’étincelle et permet d’obtenir des flancs de coupe très lisses, ce qui favorise l’étanchéité et la durée de vie des composants sous-marins.
Découpe laser avec technologie à quatre axes, structures filigranes sur une surface très petite
La découpe laser de précision fonctionne sans contact avec des joints très étroits. La technologie à quatre axes permet de réaliser des coupes en biais, des micro-broches et des contours orientés en trois dimensions sans exercer de contrainte mécanique sur la pièce. Retero usine des épaisseurs de matériau de 0,02 mm à 3,0 mm et atteint des qualités de surface jusqu’à N6. Pour l’INOX, le titane et les alliages spéciaux, le laser fournit des arêtes de coupe fiables qui facilitent l’application de joints ou de revêtements en aval.
Pour que l’influence thermique reste minimale, la puissance, la focalisation et l’avance sont finement ajustées. C’est ainsi que sont créées des lamelles filigranes, des structures de tamisage ou des géométries de ressorts qui fonctionnent de manière fiable dans un environnement d’eau salée et sous pression.
Rectification par électroérosion, précision du profil à l’échelle du micron
Lorsque les pièces rondes et les microcomposants à symétrie de rotation exigent une précision de forme maximale, la rectification par électroérosion offre la solution adéquate. L’usinage se fait sans contact, il n’y a donc pas de déformation ni d’apport de chaleur. Retero permet d’obtenir une précision de profil de l’ordre du µm, une précision de concentricité jusqu’à 0,002 mm, des rayons intérieurs à partir de r = 0,05 mm ainsi que des qualités de surface de l’ordre de Ra 0,1, ce qui le prédestine aux sièges de soupape, aux bords de buse, aux tourillons de guidage ou aux contours d’étanchéité fortement sollicités qui doivent rester étanches et stables sous l’eau.
Assurance qualité, tolérances jusqu’à ±0,001 mm et ISO 13485 et ISO 9001
La fabrication de haute précision ne s’arrête pas à la machine. Ce qui compte, c’est un concept de contrôle solide. Retero mesure les microcomposants au microscope avec un fort grossissement, détecte rapidement les irrégularités et conserve une documentation électronique à chaque étape de la fabrication. L’entreprise est certifiée ISO 9001 et ISO 13485, les processus sont traçables et les contrôles clairement réglementés. Cela permet de garantir de manière fiable des spécifications étroites telles que ±0,001 mm, même pour des séries avec des matériaux et des géométries variables.
Cette combinaison de microérosion, d’électroérosion à fil, de laser de précision et de meulage par électroérosion permet de créer une boîte à outils solide pour les microcomposants sous-marins. Chaque pièce bénéficie du procédé approprié pour que l’étanchéité, la résistance à la corrosion et la stabilité à long terme soient réellement atteintes sur le terrain.
Cas d’utilisation dans la pratique
L‘usinage de précision pour les applications sous-marines consiste à concevoir des pièces fonctionnelles de manière à ce qu’elles fonctionnent de manière stable dans des environnements salés, froids et soumis à des contraintes dynamiques. Les domaines d’application suivants montrent ce qui est vraiment important pour les microcomposants et comment des objectifs de conception concrets peuvent être atteints en toute sécurité avec des procédés soustractifs précis.
Capteurs et techniques de mesure sous l’eau
La technologie des capteurs sous-marins repose sur des références absolument stables. Les boîtiers, supports et structures de couplage miniaturisés doivent découpler mécaniquement la chaîne de mesure tout en restant étanches et résistants à la corrosion. Les zones d’étanchéité géométriquement définies, les bords à faible contrainte et les pénétrations propres pour les câbles ou les passages en verre et en métal sont décisifs.
- – Supports de capteurs et cadres de support en INOX ou en titane avec surfaces d’appui planes pour les fenêtres optiques, érodés et rectifiés de manière à ce que les rondelles d’étanchéité se placent avec un faible couple de serrage.
- – Micro-perçages à partir de D 0,10 mm pour l’évent ou le canal de référence, aux contours précis sans bavure, afin d’éviter toute perturbation de l’écoulement.
- – Passage des fibres et des câbles avec une conicité contrôlée pour que l’encapsulation ou la soudure soit durablement étanche.
- – Joints de séparation et fentes d’ajustement de largeur définie pour permettre l’alignement et la fixation reproductibles des modules de capteurs.
L’homogénéité de la surface est un avantage en fonctionnement. Les surfaces d’étanchéité lisses favorisent le tassement des joints toriques, tandis que les bords microscopiques propres empêchent les solutions de particules et la dérive des mesures.
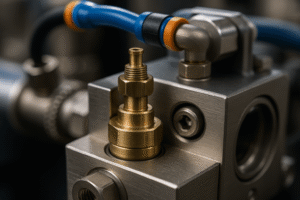
Microvannes et régulateurs de débit pour les applications en eaux profondes
Les sièges de soupape, les tiroirs et les diaphragmes de dosage fonctionnent sous pression, avec des changements de température et des particules fines. Ici, la qualité des bords détermine la durée de vie, la concentricité l’étanchéité et la surface la résistance à l’érosion.
- – Sièges de soupape avec siège d’étanchéité circulaire, finement érodés et pouvant être polis pour que la ligne de contact se porte de manière uniforme.
- – Fentes et diaphragmes perforés avec des sections étroitement échelonnées pour des flux de masse définis. Les bords restent exempts de bavures afin d’éviter tout risque de cavitation.
- – Composants Spool avec une grande précision de rotation et une stabilité du profil pour que la caractéristique de contrôle reste linéaire et que les fuites soient faibles.
- – Choix du matériau en fonction du milieu, par exemple titane pour la corrosion aérienne, INOX pour l’eau salée, céramique conductrice pour les points d’étranglement soumis à l’érosion.
Il est également essentiel que la fabrication soit exempte de tensions et d’influences thermiques, afin que les composants de la vanne ne se déforment pas en service et que les surfaces d’étanchéité restent fermées à long terme.
Éléments d’étanchéité et bouchons haute pression
Plus la pression est élevée, plus la fabrication et l’assemblage doivent être étroitement coordonnés. Des rainures d’étanchéité d’une précision de l’ordre du micron et des contre-bagues planes en sont la base. L’objectif est d’obtenir un comportement de tassement défini, des distances d’écoulement à froid minimales et un faible frottement lors du verrouillage.
- – O Anneau Rainures avec des tolérances serrées sur la largeur et la profondeur de la rainure, bords avec un petit rayon de décharge pour ne pas entailler l’anneau.
- – Cônes de serrage coniques et obturateurs à baïonnette avec cinématique répétable, chemins de roulement lisses pour des couples de serrage constants.
- – Bords coupés sans pendentif et sans rejet, afin de ne pas endommager les joints lors de la mise en place.
- – Usinage sans contact des surfaces d’étanchéité, afin que la structure du matériau et les ajustements restent stables et qu’il n’y ait pas de fuite ultérieure.
Dans la pratique, une conception précise et sans bavure réduit la précharge nécessaire. Les joints durent plus longtemps, les fermetures s’engagent plus doucement et restent sans jeu même après de nombreux cycles.
Exemples dans les domaines de la technologie médicale, de la piézotechnologie et de l’industrie optique
Les exigences des secteurs réglementés et hautement sensibles fournissent une impulsion précieuse pour les applications sous-marines. Les entreprises qui y fabriquent des produits fiables gardent le contrôle, même dans le cadre de projets en eaux profondes.
- – Technique médicale: des petites pièces avec des canaux de rinçage propres et des surfaces stériles montrent comment maîtriser le contact avec les fluides en toute sécurité. Transposés à la technologie des capteurs sous-marins, des guides de flux robustes et des systèmes de microcanaux à faible résistance sont créés.
- – Technologie piézoélectrique: des contours de siège précis et des structures de support isolées pour les éléments piézoélectriques sont la base des transducteurs et actionneurs sonar. Il est essentiel que les supports soient parallèles et que les distances entre les électrodes soient définies pour que le composant vibre efficacement.
- – Industrie optique: les cadres, montures et supports pour lentilles ou fenêtres bénéficient de surfaces d’étanchéité planes et de schémas de perçage précis. Les collimateurs et les caméras restent ainsi étanches et ajustés, même dans l’eau de mer.
Ces exemples montrent comment le savoir-faire intersectoriel peut être utilisé de manière ciblée. Comprendre le lien entre la géométrie, le matériau et la surface permet de développer sous l’eau des microcomposants qui fonctionnent plus longtemps et qui peuvent être assemblés en toute sécurité.
De la théorie à la pratique, où trouver des partenaires fiables
Pourquoi l’expérience et les certifications ISO sont-elles importantes ?
Sous l’eau, la technologie ne pardonne pas l’imprécision. C’est pourquoi, après la conception, ce qui compte le plus, c’est la capacité à fabriquer de manière répétitive et à contrôler de manière compréhensible. Les équipes qui travaillent selon les normes ISO 9001 et ISO 13485 sécurisent les processus avec des plans de contrôle clairs, documentent chaque modification et enregistrent électroniquement les données de mesure. Cela permet d’assurer la traçabilité, de simplifier les réceptions et de réduire le risque de corrections tardives. Dans les projets BOFU où les délais sont serrés, cette maturité des processus fait souvent la différence entre un démarrage en série propre et des retards coûteux.
- Fenêtres de processus validées pour les tolérances et les surfaces critiques
- Contrôle microscopique final avec des critères d’acceptation définis
- Planification gérée par les risques, de l’échantillonnage initial à la validation de la production en série
La précision suisse, gage de longévité
Les composants sous-marins durables naissent lorsque la précision devient une routine. La fabrication suisse est synonyme de discipline de processus, de bords propres et de surfaces de coupe parfaitement ajustées. L’usinage sans contact et sans apport de chaleur maintient la structure stable,l’érosion par bain d’huile fournit des flancs lisses et préserve les zones d’étanchéité. Dans la pratique, cette conséquence se traduit par une usure réduite, une étanchéité constante et des intervalles de maintenance planifiables. Ainsi, l’usinage de précision pour les applications sous-marines n’est pas une théorie, mais un avantage mesurable sur le terrain.

Retero GmbH, votre partenaire pour l’usinage de précision dans des environnements extrêmes
Après les exigences de la construction et de la qualité, il faut un fabricant qui réunisse les deux. C’est là qu’intervient Retero. L’équipe combine la micro-érosion et l’électroérosion à fil en bain d’huile pour le carbure, la céramique, l’INOX et le titane avec la découpe laser de précision sur quatre axes et la rectification par électroérosion pour les micro-profils à symétrie de rotation. Des tolérances étroites jusqu’au micromètre, des surfaces reproductibles et des étapes de contrôle documentées sont des standards vécus. Il en résulte des supports de capteurs, des sièges de soupapes, des buses et des composants d’étanchéité qui résistent avec brio à l’eau salée, à la pression et aux changements de température.
Si vous avez un projet en tête et que vous voulez savoir ce qui est possible en termes de fabrication, la théorie se transforme rapidement en une approche claire. Parlez-en à nos spécialistes de la technologie sous-marine ou demandez une étude de faisabilité technique. Ensemble, nous définirons le matériau, la géométrie et la chaîne de processus de manière à ce que vos composants fonctionnent de manière fiable dans le milieu et que la série soit planifiable.