
Was versteht man unter strukturellen Anwendungen im technischen Kontext?
Von der Trägerplatte bis zur Mikrohalterung: typische Bauteile mit Strukturfunktion
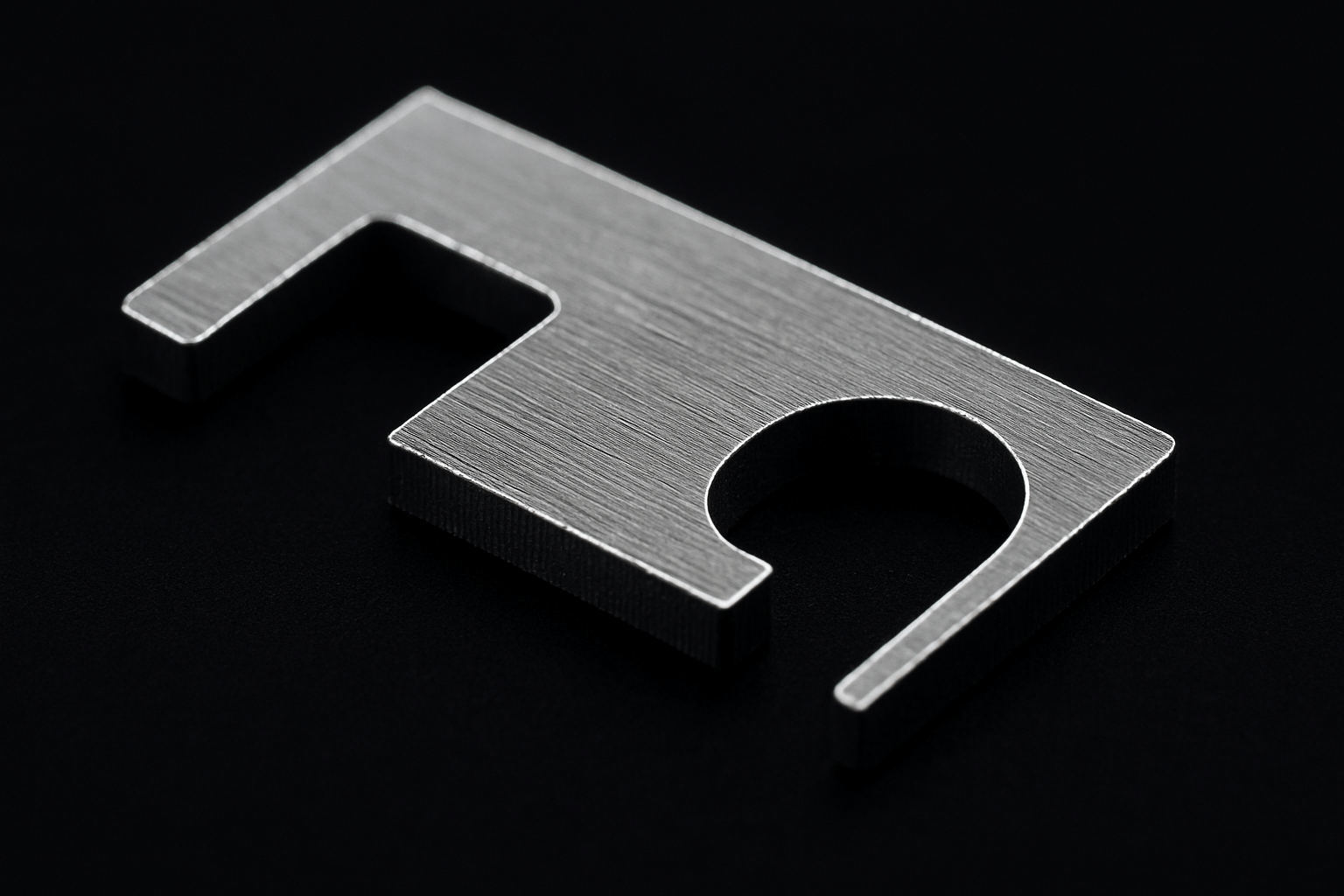
Strukturelle Anwendungen beschreiben Komponenten, deren Geometrie und Stabilität nicht nur formgebend, sondern auch funktionstragend sind. Solche Bauteile übernehmen Lasten, sichern die mechanische Verbindung anderer Teile oder sorgen für eine präzise Ausrichtung innerhalb eines Systems. Ein klassisches Beispiel: Mikrohalterungen in optischen Geräten, die nicht nur stabilisieren, sondern auch Positionen im Mikrometerbereich definieren.
Zu den typischen Strukturteilen zählen:
– Verstärkungsstreben in Miniaturbaugruppen,
– Rahmenplatten für Sensoriksysteme,
– Feinmechanische Trägerstrukturen in der Medizintechnik,
– Stanz- oder Laserteile für den Aufbau elektronischer Baugruppen
Besonders bei Mikrokomponenten entscheidet die strukturelle Qualität direkt über die Funktionsfähigkeit des Endprodukts. Schon kleinste Ungenauigkeiten können mechanische Fehlfunktionen auslösen oder die Lebensdauer beeinträchtigen.
Mechanische Anforderungen: Formstabilität, Festigkeit und reproduzierbare Qualität
Ein strukturelles Laserteil muss mehr können als nur gut aussehen. Es muss halten, was es verspricht – wortwörtlich. Im Zentrum stehen drei Kernanforderungen:
Formstabilität: Ein Bauteil darf sich während und nach der Bearbeitung nicht verziehen. Thermische Belastungen, etwa durch den Laserschnitt, müssen kontrolliert werden, damit die finale Geometrie im Toleranzfenster bleibt.
Festigkeit: Gerade bei tragenden Funktionen muss das Material nicht nur präzise geschnitten, sondern auch in seiner inneren Struktur erhalten bleiben. Gefügeveränderungen durch Hitzeeintrag sind zu vermeiden.
Reproduzierbarkeit: Strukturteile kommen oft in Serienfertigung zum Einsatz. Gleichbleibende Qualität bei tausenden identischen Teilen ist ein Muss – insbesondere, wenn diese in sicherheitskritischen Anwendungen verwendet werden.
Die Fähigkeit, solche Ansprüche dauerhaft und zuverlässig zu erfüllen, ist eng mit dem gewählten Fertigungsverfahren und der Materialwahl verknüpft.
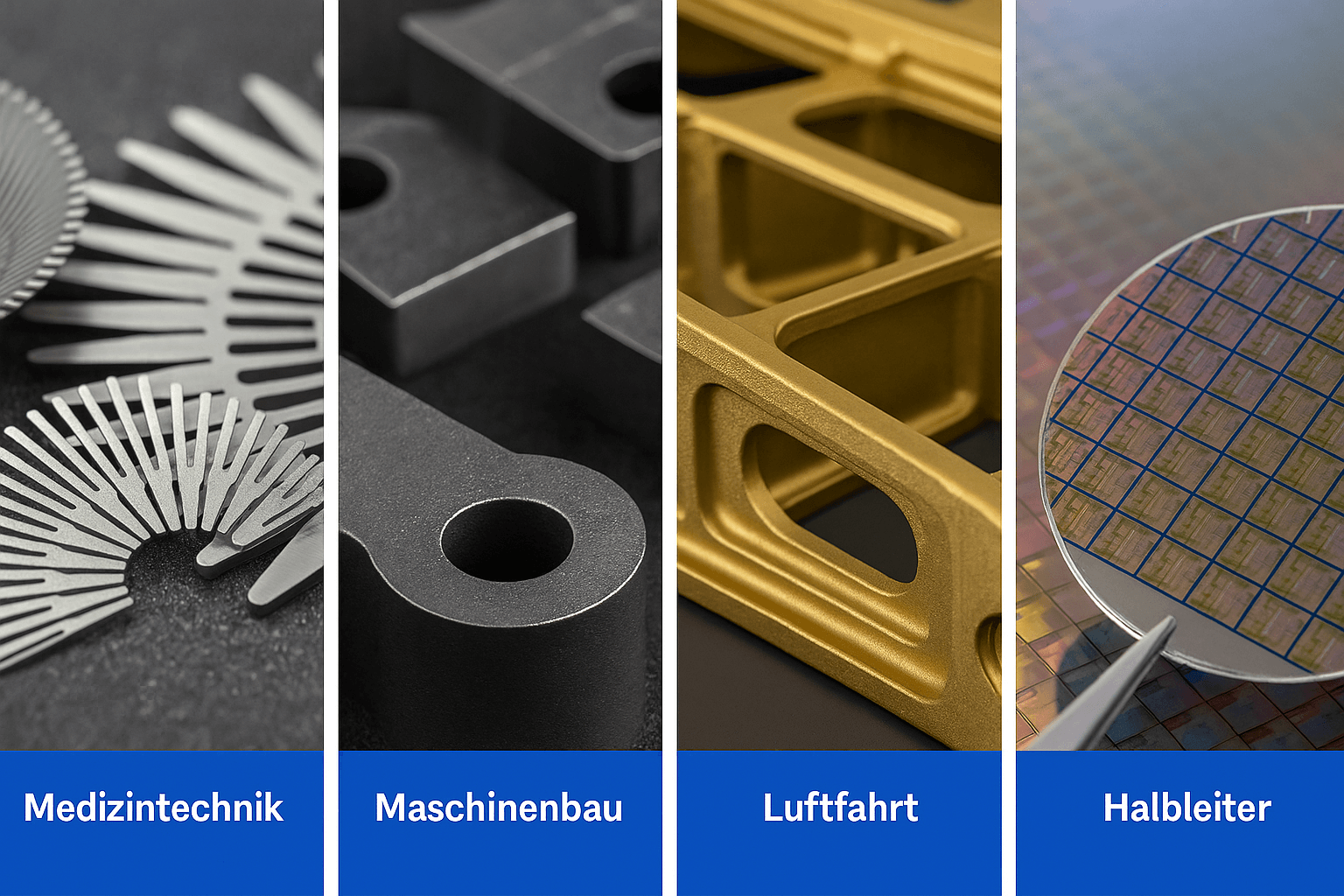
Einsatzgebiete: Medizintechnik, Maschinenbau, Halbleiter & Luftfahrt
Strukturelle Anwendungen finden sich heute branchenübergreifend überall dort, wo Präzision, Belastbarkeit und Miniaturisierung zusammentreffen.
In der Medizintechnik etwa müssen Implantatkomponenten oder chirurgische Halterungen extrem genaue Schnittkonturen und sterile, glatte Oberflächen aufweisen. In der Halbleitertechnik sind strukturgebende Träger oder Führungselemente gefragt, die unter Reinraumbedingungen funktionieren und keine partikulären Rückstände aufweisen.
Der Maschinenbau verlangt nach präzise gefertigten Verstärkungselementen, Rahmen oder Verbindungsteilen, die sich nahtlos in bestehende Systeme integrieren lassen – oft in Klein- oder Mittelserien. In der Luftfahrtindustrie wiederum geht es um Gewichtseinsparung bei gleichbleibender struktureller Integrität, ein typischer Anwendungsfall für lasergeschnittene Leichtbauteile aus Titan oder Aluminium.
Gemeinsam ist all diesen Feldern: Bauteile mit strukturtragender Funktion müssen nicht nur exakt gefertigt, sondern auch absolut prozesssicher reproduzierbar sein. Hier beginnt der wahre Wert präziser Laserschneidverfahren.
Laserschneiden im Detail: Verfahren, Technologie und Toleranzen
Welche Laserschneidverfahren kommen für Strukturteile infrage?
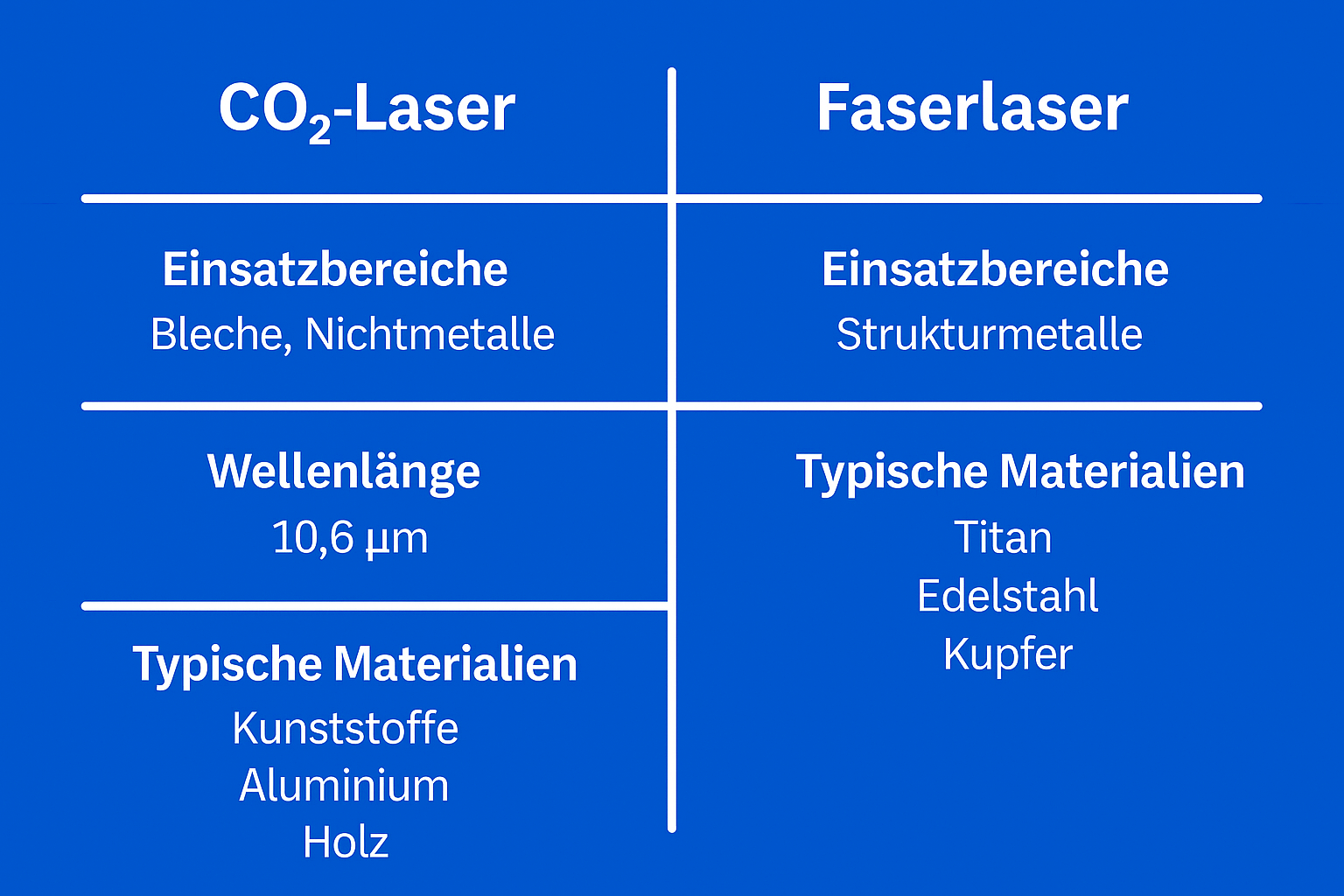
Nicht jedes Laserverfahren eignet sich gleichermassen für strukturtragende Anwendungen. Die Wahl zwischen CO₂-Laser und Faserlaser hängt stark vom Material, der gewünschten Schnittqualität und der Bauteilgeometrie ab.
CO₂-Laser arbeiten mit einer grösseren Wellenlänge (10,6 µm) und sind ideal für organische Materialien, Kunststoffe oder Keramiken. Ihre Schnittqualität bei Metallen ist jedoch begrenzt – besonders bei feinen Details.
Faserlaser bieten kürzere Wellenlängen (ca. 1 µm) und eine hohe Energieeffizienz. Sie eignen sich hervorragend für Metalle aller Art, von Titan bis Edelstahl und ermöglichen saubere, präzise Schnitte selbst bei geringen Wandstärken.
Beim 2D-Laserschneiden werden flache Konturen aus Blech oder Folienmaterial bearbeitet. 3D-Laserschneiden hingegen erlaubt das Bearbeiten von Raumkörpern oder bereits verformten Bauteilen – entscheidend für komplexe Strukturteile oder nachträgliche Bearbeitungsschritte.
Auch Pulsdauer, Lichtwellenlänge und Laserleistung beeinflussen das Ergebnis. Ultrakurzpuls- oder Pikosekundenlaser bieten Vorteile bei wärmeempfindlichen Materialien und Anwendungen, bei denen tolerierbar ist.
Typische Toleranzen und Oberflächengüten im Präzisionslaserschneiden
Je nach Material, Bauteildicke und Anforderung sind im Präzisionslaserschneiden Toleranzen von ±5 µm bis ±20 µm realistisch. Solche Werte sind ideal für , etwa in der Medizintechnik oder Elektronikfertigung.
Die Schnittqualität wird unter anderem nach der ISO 9013 bewertet. Hierbei spielen die Kantenrauhigkeit sowie die Schnittfugenform eine Rolle. Die Klassen Q1 bis Q4 geben Auskunft über die visuelle und funktionale Qualität – Q1 steht für besonders glatte, hochwertige Kanten.
Weitere wichtige Parameter sind die Schnittfugenbreite (typisch 0,02–0,2 mm je nach Fokusdurchmesser) sowie die Konturgenauigkeit beim Umsetzen komplexer Geometrien. Besonders bei Innenkonturen oder sehr kleinen Radien ist hier die Maschinenpräzision entscheidend.
Welche Materialien lassen sich strukturell sauber schneiden?
Für strukturelle Anwendungen eignen sich vor allem metallische Werkstoffe wie Titan, Edelstahl, Aluminium und NE-Metalle (z. B. Kupfer, Messing). Sie lassen sich mit Faserlasern präzise, gratarm und mit hoher Kantenqualität schneiden.
Auch blechbasierte Materialien in Dicken von 0,02 bis 3,0 mm sind problemlos bearbeitbar – ideal für strukturtragende Mikrokomponenten. Darüber hinaus sind CFK-Bauteile und bestimmte Hochleistungskeramiken laserschneidbar, sofern die Wellenlänge des Lasers zur Absorption im Werkstoff passt.
Wichtig ist die Erfahrung im Umgang mit schwierigen Materialien. Ein sauberer Schnitt ohne Ausfransungen, thermische Mikrorisse oder Delamination erfordert Know-how in Parametereinstellung, Materialverhalten und Prozessführung.
Präzision trotz Wärme: das Thema Wärmeeinflusszone (HAZ) entmystifiziert
Welche Gefahren bestehen tatsächlich für die strukturelle Integrität?
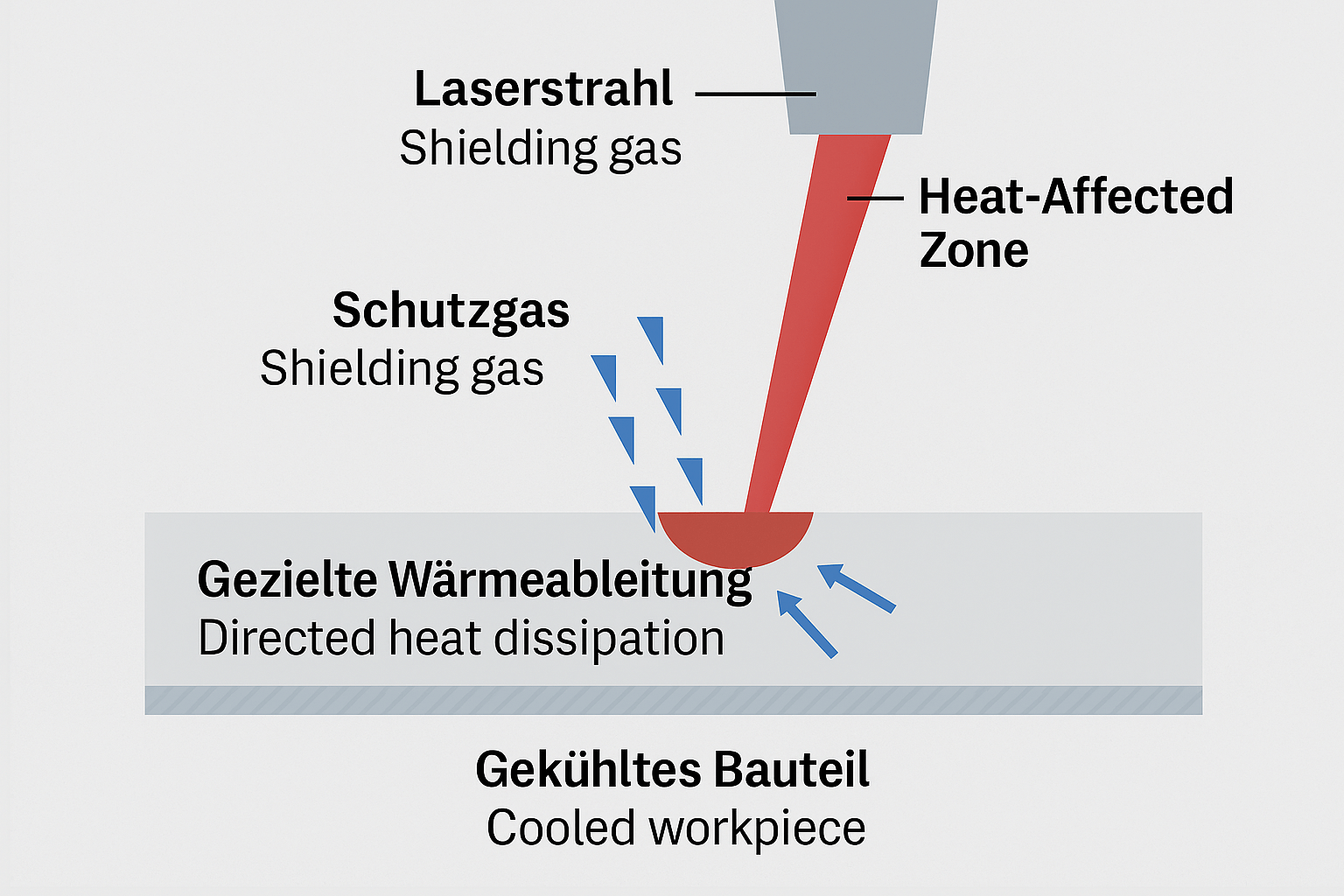
Der Laserschnitt arbeitet mit einem hochfokussierten Wärmeeintrag. Genau hier entsteht auch das grösste Missverständnis: Viele glauben, dass die durch den Laser verursachte Hitze zwangsläufig zu Verformungen oder strukturellen Schäden führt. Diese Annahme ist nicht ganz unbegründet, trifft aber nur unter bestimmten Bedingungen zu.
Die sogenannte Wärmeeinflusszone (HAZ) beschreibt den Bereich im Material, der durch die thermische Belastung des Lasers verändert wird – allerdings nicht geschmolzen ist. In diesem Bereich können sich Mikrostrukturen im Gefüge verändern, was die Festigkeit oder Duktilität des Werkstoffs beeinflussen kann. Besonders bei dünnen Blechen oder wärmeempfindlichen Legierungen besteht das Risiko, dass sich diese Zonen ungleichmässig ausdehnen oder Materialspannungen aufbauen, die zu Verzug führen.
Was oft übersehen wird: Die Grösse und Ausprägung der HAZ hängt nicht nur vom Laser selbst, sondern auch von Parametern wie Schnittgeschwindigkeit, Gaszufuhr und Fokusebene ab. Wer hier sauber abstimmt, kann die betroffenen Bereiche auf ein Minimum reduzieren, technisch wie geometrisch.
Techniken zur Minimierung von Verzug, Verhärtung und Materialveränderung
Präzision entsteht nicht allein durch Technik, sondern durch Prozessverständnis. Um Verzug oder Gefügeänderungen zu minimieren, kommen heute gezielte Verfahren zum Einsatz, die weit über den reinen Schneidprozess hinausgehen.
Zu den wirkungsvollsten Massnahmen zählen:
Optimierte Schnittfolgen: Durch eine durchdachte Reihenfolge der Schnittbahnen lässt sich die Wärmeverteilung im Bauteil steuern. Hitze wird kontrolliert abgeleitet, Spannungen werden vermieden.
Verwendung von Schutzgasen: Gase wie Stickstoff oder Argon verhindern Oxidation an der Schnittkante und reduzieren thermische Reaktionen im Material. Das Resultat sind saubere, glatte Kanten ohne harte Übergänge.
Fokussierte Leistungsdosierung: Statt mit Maximalleistung zu arbeiten, setzen professionelle Fertiger auf angepasste Pulsdauern und Energiedichten. So bleibt die Schnittzone stabil, ohne das Bauteil unnötig zu belasten.
Kontrolliertes Auskühlen: Nach dem Schnitt sorgen definierte Kühlprozesse dafür, dass sich Materialspannungen nicht unkontrolliert abbauen.
Solche Massnahmen erfordern technisches Know-how, Erfahrung mit Materialien und die richtige Maschinentechnologie. Wer hier blind mit Standardparametern arbeitet, riskiert Verformungen oder Nacharbeit.
Wann Laserschneiden ohne Nachbearbeitung möglich ist und wann nicht
Nicht jedes Teil muss nach dem Schnitt weiterverarbeitet werden. Gerade bei Anwendungen mit mittlerem Toleranzbereich oder nicht tragenden Funktionen kann der Laserschnitt die finale Bearbeitungsstufe darstellen. Dies gilt etwa für strukturelle Abdeckungen, Halteplatten oder Rahmen mit einfachen Geometrien.
Sobald jedoch enge Toleranzen, sensible Materialien oder mechanisch belastete Zonen ins Spiel kommen, braucht es mehr. Hier entscheidet nicht der Schnitt allein, sondern das Zusammenspiel aus Laserprozess, Nachbearbeitung und Qualitätssicherung.
Typische Nachbearbeitungen sind:
– Entgraten oder Mikrostrahlen für glatte Schnittkanten,
– Spanende Feinbearbeitung bei Passungen,
– Oberflächenbehandlungen zur Optimierung der Materialeigenschaften
Ob eine Nachbearbeitung erforderlich ist, hängt letztlich vom Anwendungsfall und der technischen Spezifikation ab. Ein erfahrener Fertigungspartner erkennt früh, wo die Grenzen liegen und wo Laserschneiden alleine genügt.
Branchenbeispiele: Wo Laserschneiden heute schon strukturell überzeugt
Medizintechnik: filigrane Verstärkungen und Trägerstrukturen
In der Medizintechnik ist Präzision nicht optional, sondern Voraussetzung. Bauteile wie Implantatträger, Positionierungshilfen oder feinste Fixierelemente müssen unter sterilen Bedingungen funktionieren und dabei mechanisch hoch belastbar sein. Gleichzeitig ist die Geometrie oft mikroskopisch klein, was klassische Verfahren an ihre Grenzen bringt.
Laserschneiden ermöglicht hier reibungslose Schnittkanten, enge Radien und höchste Wiederholgenauigkeit. Besonders Werkstoffe wie Titan, rostfreier Stahl oder Biokompatible Legierungen lassen sich exakt und ohne mechanischen Kontakt bearbeiten – ein grosser Vorteil in Hinblick auf Hygiene, Qualität und Validierbarkeit.
Maschinenbau: belastbare Schnittgeometrien mit engen Radien
Im Maschinenbau zählt strukturelle Belastbarkeit bei gleichzeitig hoher Formfreiheit. Komponenten wie Versteifungsbleche, Haltewinkel oder gehäuseintegrierte Verstärkungen müssen oft dynamische Kräfte aufnehmen und das auf engem Raum.
Lasergeschnittene Teile bieten genau diese Kombination: komplexe Geometrien, präzise Toleranzen und verzugsfreie Fertigung. Enge Innenradien oder schlanke Stege sind mit herkömmlichen Werkzeugverfahren kaum herstellbar. Durch den kontaktlosen Laserprozess bleibt das Material spannungsarm und passgenau.
Ein weiterer Pluspunkt: Schnelle Änderbarkeit bei Prototypen oder Varianten – ideal für Serien mit häufig wechselnden Anforderungen.
Luft- und Raumfahrt: Leichtbauteile mit minimalem Verzug
In der Luftfahrt sind Bauteile oft dünnwandig, leicht und gleichzeitig hochbelastbar. Der Laserschnitt kommt hier bevorzugt bei tragenden Verstärkungen, Schottblechen oder montagefertigen Strukturteilen zum Einsatz. Materialien wie Aluminium oder hochfeste Titanlegierungen lassen sich laserschneiden, ohne die kritische Wärmeverformung zu überschreiten.
Der minimale Wärmeeintrag reduziert das Risiko von Verzug, während die hohe Schnittqualität Nacharbeit oft überflüssig macht. Zudem profitieren Projekte von der reproduzierbaren Genauigkeit – auch bei Bauteilen mit Funktionsträgern oder Befestigungslaschen.
Piezotechnik und Halbleiter: Grenzen der Mikrobearbeitung
Wenn Strukturen nur noch wenige Hundertstel Millimeter dünn sind, beginnt die Domäne der Mikrobearbeitung. In der Piezotechnik und Halbleiterindustrie zählen exakte Kanten, definierte Isolationsabstände und materialschonende Bearbeitung. Genau hier spielt die übergeordnete Mikrobearbeitung
ihre Stärken aus – inklusive laserbasierter Prozesse und sinnvoller Kombinationen mit Erodierverfahren.
Hier überzeugt der Laserschnitt durch seine Fähigkeit, engste Konturen bei gleichzeitig hoher Schnittgeschwindigkeit umzusetzen – auch bei empfindlichen Substraten wie Keramik, Saphir oder Glasträgern. Die Prozessstabilität erlaubt eine gleichbleibend hohe Qualität, die in Serienfertigungen essenziell ist.
Zudem lassen sich Prozesse validieren, was vor allem im regulierten Umfeld ein klarer Wettbewerbsvorteil ist.
Laserschneiden von Prototypen und Serien: Was Kunden erwarten dürfen
Einzelanfertigung bis Kleinserie: Vorteile der Lasertechnologie
Die Lasertechnologie eignet sich ideal für flexible Fertigungsmengen – von der einzelnen Musterplatte bis zur präzise wiederholbaren Kleinserie. Durch den kontaktlosen Schnitt entfallen Rüstzeiten für Werkzeuge oder Formen, was insbesondere bei variantenreichen Anwendungen entscheidende Vorteile bringt.
Für Kunden bedeutet das: schnelle Umsetzung von Prototypen, geringerer Entwicklungsaufwand und reale Testbarkeit vor Serienanlauf. Änderungen im Design können ohne hohe Zusatzkosten umgesetzt werden – ein wesentlicher Vorteil in agilen Entwicklungsumgebungen.
Gleichzeitig lassen sich qualitativ hochwertige Serienteile auf der gleichen Anlage fertigen. Durch CNC-gesteuerte Schnittbahnen und prozessstabile Parameter wird eine hohe Wiederholgenauigkeit garantiert – ein Muss in sicherheitskritischen Anwendungen.
Anforderungen an Datenformate, Toleranzvorgaben und Zeichnungen
Wer lasergeschnittene Bauteile beauftragt, sollte auf die korrekte Aufbereitung der Daten achten. Üblich sind 2D-Vektordaten im DXF- oder STEP-Format. Wichtig ist dabei, dass die Zeichnung eindeutige Toleranzangaben und, wenn erforderlich, Positionsbezüge enthält.
Je nach Anwendung sind auch zusätzliche Informationen sinnvoll: Materialdicke, Bearbeitungsseite, Kantenvorgaben oder Oberflächenanforderungen. Diese Daten helfen dabei, den Schnittprozess exakt auf das Bauteil abzustimmen und unnötige Rückfragen zu vermeiden.
Ein guter Fertigungspartner bietet zudem technische Beratung zur Machbarkeit und unterstützt bei der datenkonformen Umsetzung. So wird sichergestellt, dass am Ende exakt das produziert wird, was konstruktiv gemeint ist.
Was den Unterschied macht: Maschinen, Qualitätssicherung und Erfahrung
Nicht jede Laserschneidanlage liefert die gleiche Qualität. Entscheidend sind die technischen Möglichkeiten der Maschinen, etwa mehrere Achsen, angepasste Laserleistung und präzise Steuerungseinheiten. Gerade bei strukturellen Anwendungen mit engen Toleranzen trennt sich hier die Spreu vom Weizen.
Ebenso wichtig ist die integrierte Qualitätssicherung. Hochwertige Fertiger setzen auf prozessbegleitende Prüfungen, digitale Vermessung und dokumentierte Rückverfolgbarkeit. Für Kunden in der Medizintechnik oder Luftfahrt ist das nicht nur ein Vorteil, sondern eine Grundvoraussetzung.
Und schliesslich zählt: Erfahrung mit komplexen Anforderungen. Nur wer bereits ähnliche Bauteile gefertigt hat, weiss worauf es ankommt und erkennt frühzeitig, wo Potenzial für Optimierung oder Risiken bei der Umsetzung liegen.
Die Kombination aus moderner Technologie, gelebter Qualitätssicherung und praktischem Know-how ist letztlich das, was aus einem guten Anbieter einen echten Entwicklungspartner macht.
Strukturteile mit Präzision: Wenn Technologie auf Kompetenz trifft
Wer strukturtragende Bauteile laserschneiden lässt, erwartet mehr als nur saubere Schnittlinien. Entscheidend ist das Verständnis für Funktion, Material und spätere Einsatzbedingungen. Nur so entstehen Komponenten, die dauerhaft stabil, maßgenau und zuverlässig integrierbar sind.
Genau hier zeigt sich, ob ein Fertiger wirklich mitdenkt oder nur Standardprozesse abspult. Wenn enge Toleranzen, anspruchsvolle Werkstoffe oder funktionale Geometrien aufeinandertreffen, braucht es Erfahrung, spezifisches Know-how und eine geeignete technische Ausstattung.
Die Kombination aus High-End-Technologie und praxisnaher Ingenieurskompetenz ist selten, aber sie entscheidet über die Qualität des Ergebnisses. Denn präzise Strukturen entstehen nicht durch Zufall, sondern durch beherrschte Prozesse, kontrollierte Fertigungsparameter und ein echtes Verständnis für die Anwendung.
Wer also auf der Suche nach einem Partner ist, der nicht nur schneiden, sondern auch verstehen kann, wo es darauf ankommt, der ist bei einem Spezialisten wie Retero GmbH gut aufgehoben.
