Die-sinking EDM

Internal contours with a perfect surface finish in hard materials thanks to die-sinking EDM.
Perfectly suited for high-precision cavities, grooves and hard-to-reach areas.
With die-sinking EDM, we machine complex metal components where conventional processes reach their limits. The process is particularly suitable for hard and high-precision components made from high-alloy steels, medical-grade stainless steel, titanium or tungsten carbide. For you, this means: superior surface finish, tight dimensional tolerances and fully repeatable results, even with demanding geometries and the hardest materials. Our customers in medical technology, the watchmaking industry and tool and mold making already benefit from our high-precision die-sinking EDM capabilities.

We are certified to ISO 9001 and ISO 13485 (medical device certification) by the Swiss Association for Quality and Management Systems.
Advantages of die-sinking EDM at a glance
Highest precision down to the micrometer range:
Your benefit: You receive components tight dimensional tolerances, ideal for precision engineering, prototypes or small series at the limits of manufacturability.
Process reliability:
Your benefit: You save time and costs while reducing testing effort and rejects.
Machining of extremely hard materials
Your benefit: No distortion, no wear. There are no limits to the hardness of the metal.
Engineering support & development partnership
Your benefit: Improved functional performance with reduced machining effort.
Contact-free processing:
Your benefit: No burrs, no mechanical load, ideal for delicate parts requiring unchanged material microstructure.
Process integration with other technologies (start-hole EDM, wire EDM)
Your benefit: Less coordination effort, better component quality, reduced delivery times. And all with the highest Swiss quality.
Minimal thermal influence:
Your benefit: No change in microstructure. ideal where high surface integrity is essential.
Highest surface finish:
Your benefit: Ideal for bearing surfaces, optical components and highly loaded functional surfaces.
What is die-sinking EDM?
Here you will find answers to the most common questions about die-sinking EDM. Find out more about the process, its advantages and possible applications as well as important technical details.
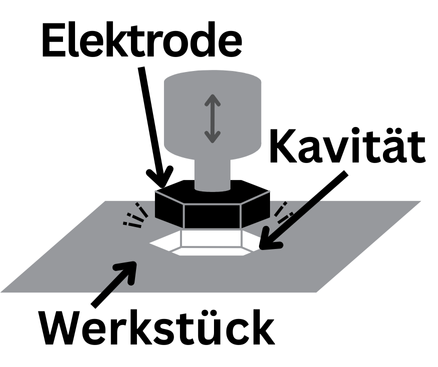
Die-sinking EDM is a precision machining process in which material is removed without mechanical contact by controlled electrical discharges. An electrode, which carries the negative geometry of the desired contour, is brought close to the workpiece while both are immersed in a dielectric fluid. A controlled spark discharge locally melts and erodes the material at microscopic points. The result is highly precise and smooth surfaces, even in deep cavities, hard-to-reach areas and intricate microstructures.
During die-sinking EDM, the electrode and the workpiece are immersed in a dielectric oil-based fluid, which insulates the gap and continuously removes eroded material. The material is removed layer by layer by controlled electrical discharges, without any mechanical contact. This prevents the introduction of residual stresses into the component. The process is particularly suitable for machining hard, electrically conductive materials such as tool steel, tungsten carbide, titanium or medical-grade stainless steel. Because the machining is contact-free, die-sinking EDM is ideal for producing molds, dies, deep cavities and intricate internal geometries.
Each discharge generates temperatures of up to 12,000 °C, causing the material to melt and be removed in microscopic volumes. The recast layer is extremely thin (<10 µm) and exhibits minimal thermal influence. In contrast to milling or laser machining, no hardening or mechanical stresses are introduced into the material. In addition, even the most complex 3D contours and finest structures can be realized with the highest precision using specially shaped electrodes, which would not be possible with conventional machining.
Technical details for die-sinking EDM
- Tolerances: up to ± 0.001 mm
- Surface roughness: down to Ra 0.06 / N2-N3 possible
- Inner radii: down to 0.04 mm
- Electrode materials: copper, tungsten-copper, graphite, titanium
- Micro holes: smaller than Ø 0.10 mm (start hole EDM)
- Dielectric: oil, ideal for corrosion-sensitive materials
- Production capacities: single-piece production, prototype and series production available
Materials suitable for die-sinking EDM:
– Medical-grade stainless steels AISI 304 (V2A), AISI 316L (V4A, highly corrosion-resistant)
– Titanium and titanium alloys
– Carbides (e.g. tungsten carbide)
– High-strength tool steels and high-speed steels (e.g. HSS, ASP, powder-metallurgical grades)
– Stainless steels (INOX), hardened steels up to > 60 HRC
– Aluminum, copper, brass, bronze
– Technical ceramics
– Special alloys: NiTi (Nitinol), Hastelloy

Typical applications of die-sinking EDM
Tool and mold making
- Punches and forming dies for metal forming processes
- Casting molds for complex metal components
Medical technology
- Calibration gauges and inspection fixtures for dental implant systems
- Selective surface texturing to support osseointegration
High-Precision Watchmaking
- Gears and miniature parts with tight dimensional tolerances
Aerospace
- Parts manufactured from difficult-to-machine superalloys
We guarantee the highest accuracy and quality.
Why choose Retero as your partner for die-sinking EDM work?
Your idea deserves the highest precision.
When it comes down to the micrometer, every detail counts. As a family-run company, Retero GmbH is your experienced partner for high-precision micromachining. With over 20 years of specialization, a state-of-the-art machine fleet and Swiss quality, we deliver uncompromising results reliably and personally.
Swiss quality
Retero has been certified to ISO 9001 and ISO 13485 for more than ten years. Two internationally recognized standards that mean measurable safety and trust for our customers.
- ISO 9001 confirms our consistently implemented quality processes in all areas, from production to delivery.
-
ISO 13485 is the gold standard in medical technology and requires:
- complete traceability
- validated processes and suppliers
- strict documentation and uncompromising precision
Our quality assurance goes beyond standards: We embody genuine Swiss precision – driven by responsibility, technical excellence, and a clear commitment to safety.



What our customers say about us
Trustindex überprüft, ob die Originalquelle der Bewertung Google ist. Eine unkomplizierte Firma mit hohem Fachwissen, die Ihr Handwerk versteht. Nur zu empfehlen, tolle Zusammenarbeit.Gepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Wie pflegen eine langjährige und gute Zusammenarbeit. Der Erodierspezialist schlechthin. spalinger präzisionsmechanik gmbhGepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Microbearbeitungs Profi mit höchster Präzension. Sehr zu empfehlen!Gepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Retero ist in der Mikrobearbeitung wie Feindraht- und Drahterodieren, Präzisionslaserschneiden sowie im Stanz- und Biegewerkzeugbau ein unschlagbar Partner. Die hohen Erwartungen an die Qualität der Werkstücke wird Retero in allen Belangen gerecht.
Questions and answers about die-sinking EDM
Die-sinking EDM is mainly used in tool and mold making. Other applications include aviation, energy technology, medical technology and the automotive and electronics industries.
Die-sinking EDM is a material-removing manufacturing process based on the eroding force of electrical charges. It enables the processing of all electrically conductive materials, regardless of strength and shape.
Die-sinking EDM is suitable for processing all electrically conductive materials, including high-strength alloys, hardened steel, graphite, alloys or ceramics, regardless of their hardness and material thickness.
The advantages of die-sinking EDM include high dimensional accuracy, excellent surface finishes, the ability to machine complex 3D shapes and suitability for difficult-to-machine materials.
The die-sinking EDM process comprises three phases: Ignition phase, discharge phase and pause phase. The material is removed by brief electrical spark discharges in a dielectric fluid.
Die-sinking EDM enables surface finishes of up to Ra 0.05 µm and production tolerances of 2 μm. It is ideal for applications that require maximum precision.
Electrodes with good electrical conductivity, a high melting point and low electrical resistance are used in die-sinking EDM. Commonly used materials are copper, graphite and tungsten-copper.
New technologies in the field of die-sinking EDM include high-precision machines for the micro range, the production of 3DS surfaces and the use of special electrode materials to optimize die-sinking performance.
Die-sinking EDM machines are CNC-controlled systems that are usually designed as bath machines. They require a feed and position control, a generator for the discharge current and a container with filter and pump for the dielectric.
Although die-sinking EDM can cause higher costs due to long processing times and specialized electrode production, it enables precise cost calculation. It is particularly economical for prototypes and small series.
