Why EDM is a key technology in medicine
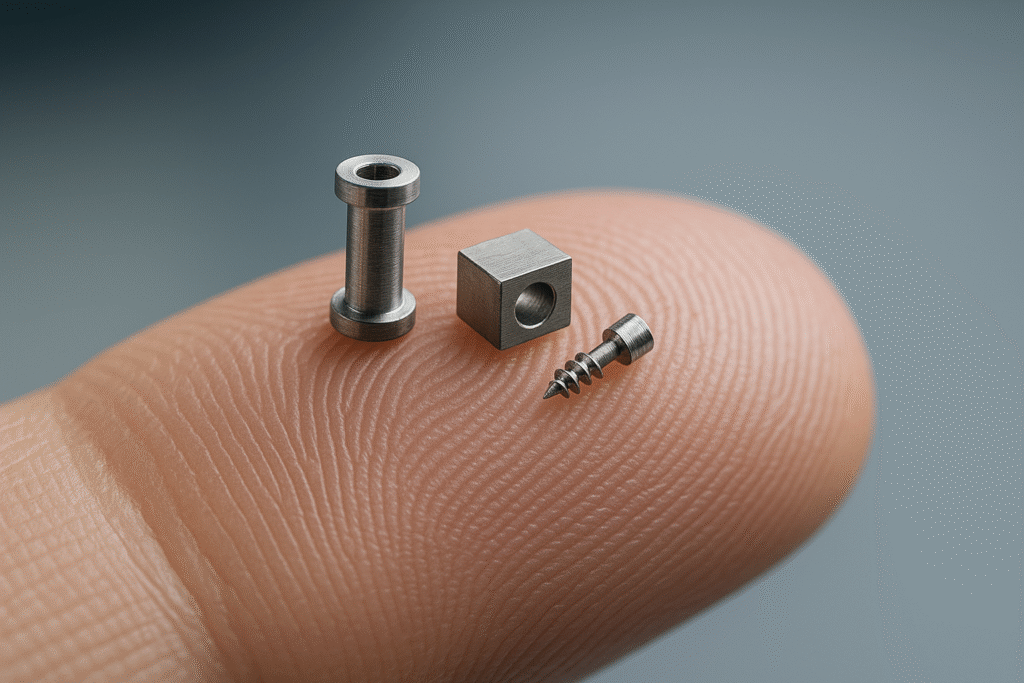
The growing importance of micromachining
Modern medical devices are becoming increasingly smaller, more complex and functionally denser. Where there used to be room for generous tolerances, today micrometers often count. At the same time, the materials used must meet the highest requirements – both mechanically and biologically. This is precisely where micromachining comes into play. It enables the production of extremely fine structures that could no longer be realized with conventional processes, or only with considerable compromises.
Eroding – as a central component of micromachining – allows even difficult-to-machine materials such as titanium, stainless steel or Nitinol to be machined precisely. It therefore opens up new possibilities for components that require maximum dimensional accuracy and filigree geometries. From micro nozzles and sensor sleeves to guide elements in minimally invasive surgery: the smaller the part, the greater the importance of this technology.
Requirements in medical technology: biocompatibility, tolerances, miniaturization
Medical components are subject to particularly strict regulations. Biocompatibility is not negotiable – nor is absolute dimensional accuracy or complete documentation. Even the smallest residues or dimensional deviations can have an impact on the safety or function of a product.
Miniaturization also places high demands on production. Drill holes in the sub-millimeter range, cutting widths of less than 0.1 mm and radii of just a few hundredths of a millimeter have long been a reality. At the same time, surfaces must not have any sharp edges, burrs or discoloration in order to ensure tissue compatibility.
In addition, all process steps must be reproducible, validatable and traceable – requirements that can only be met with specialized production technology and experience in medical technology.
How eroding precisely fulfills these requirements
EDM is based on the principle of contactless material removal through electrical discharges. This method generates hardly any mechanical stresses and avoids thermal influences that could change the material structure – a decisive advantage over machining processes.
By using the finest wires or electrodes, structures in the micrometer range can be produced with high repeat accuracy. Shape and position tolerances of +/- 0.001 mm can be achieved, even with materials that are difficult to process. The surface quality can also be specifically influenced: Values below Ra 0.1 are easily achievable – a prerequisite for applications with direct physical contact.
Another advantage is that the geometries created are not limited by tool restrictions. This results in free-form surfaces, undercuts or microchannels that would be difficult to achieve using conventional methods. This makes EDM a key technology for the next generation of medical products – precise, reliable and easy to document for regulatory purposes.
Understanding the basics – What is EDM anyway?
From spark erosion to die sinking and wire erosion
EDM is not a single process, but an umbrella term for various technologies for precise material processing using electrical discharge. All processes are based on the same physical principle: electrical sparks remove tiny amounts of material at the machining point without direct contact between the tool and the workpiece.
EDM sinking uses a shaped electrode that corresponds negatively to the desired geometry. It is lowered into the workpiece, creating cavities, channels or 3D contours – often used for complex internal geometries.
Wire ED M, on the other hand, works with a thin, continuous wire that serves as a cutting tool. This method is ideal for contour cuts and high-precision outlines – especially for plate-shaped or rotationally symmetrical components.
Drill erosion and spark erosion grinding complement the range with specialized applications, such as for starting holes or the ultra-fine machining of round parts.
How does the erosion process work technically?
The machining process always takes place in an electrically non-conductive liquid – the so-called dielectric. This ensures controlled sparking and cools the workpiece at the same time. An electrical voltage is applied between the electrode and the workpiece. As soon as the distance is small enough, a spark is discharged, which generates local temperatures of several thousand degrees.
This extreme heat vaporizes or melts microscopically small areas of material. At the same time, the resulting particles are flushed out of the processing zone with the help of the dielectric. This process is repeated several thousand times per second – fully automated and controlled with high precision.
The coordination of numerous parameters is crucial: Discharge energy, cycle frequency, wire feed or electrode feed not only influence the shape, but also the surface quality and processing time. Modern CNC-controlled erosion machines enable very fine adjustment and therefore maximum reproducibility.
Differences to other manufacturing processes
In contrast to machining processes such as milling or turning, material is removed during erosion without the application of mechanical force. The workpiece is not deformed or subjected to vibrations. Thermal influences such as changes in hardness or microstructural changes are also minimal – a clear advantage for sensitive or critical materials.
Another difference: with eroding, even hard, conductive materials such as hardened steel, titanium, hard metals or certain ceramics can be machined with high precision. Conventional machining reaches its limits here – both economically and technically.
In addition, EDM enables the production of complex geometries that would be virtually inaccessible with rotary tools – such as deep undercuts, tight internal radii or fine webs. This makes it the ideal choice for functional micro-components, which are often required in medical technology.
Typical applications – where EDM is indispensable in medicine
Production of implants (dental implants, hip joints, prostheses)
Implants must be able to do more than just fit perfectly. They must be permanently integrated into the human body, must not trigger any reactions and must be extremely mechanically resilient. Materials such as titanium or special stainless steel alloys are used here in particular – materials that are difficult to process using conventional methods.
EDM offers the possibility of processing even these difficult materials with exceptional precision and without thermal influence. In the case of dental implants, for example, microscopically precise thread structures and clean surfaces are essential to ensure secure anchoring in the jawbone. The same applies to joint prostheses: Here, the machining quality determines the fit, mobility and service life.
In particular, the control of roughness values and dimensional tolerances makes eroding the ideal technology for the high-precision production of implants – whether one-off production or small series.
Surgical instruments with complex geometry
Modern surgical methods rely on specialized instruments that can be used in a minimally invasive manner, but must also be stable, sterile and ergonomic. Geometry plays a decisive role, especially for precision mechanical tools such as bone spreaders, biopsy forceps or microsurgical scissors.
Non-contact erosion enables the production of intricate contours with exceptional sharpness – even in hard-to-reach areas. This results in tools with fine tips, precise guide channels or functional surfaces that offer optimum grip.
Another advantage is that the materials used – such as hardened INOX steel or Nitinol – retain their microstructure, as there are no machining forces or heat that could change the material. The result is durable, reliable instruments with precisely reproducible properties.

Microsystems and components for minimally invasive procedures
Increasing miniaturization in medical technology brings with it new requirements: components must not only be smaller, but also more functional and resilient. Microsensors, actuators or fluidic systems must fit into complex devices with millimeter precision – often with tolerances in the range of a few micrometers.
With wire diameters from 0.02 mm and a machining accuracy of up to ±0.001 mm , EDM is ideal for these applications. Cavities, openings or microchannels can be created that would be impossible to achieve with machining processes. Even with the smallest components, the dimensional accuracy remains constant, which is crucial for the subsequent function of the overall system.
What’s more, the smooth, clean surfaces reduce friction, facilitate assembly and improve hygienic safety – all of which are essential for use in medical technology. EDM offers precise solutions for highly sensitive requirements, particularly for catheterization devices or in ophthalmology.
Challenges in practice – and how to overcome them
Removal of the rearrangement layer for optimum biocompatibility
The heat generated during erosion creates a so-called recast layer. This microscopically thin layer consists of newly solidified material that can potentially contain cracks, inclusions or impurities. It is particularly critical in medical technology as it can impair the biocompatibility and long-term stability of an implant.
Various methods are available for removing this layer. Glass bead blasting is often preferred as it is dimensionally stable and optimizes the surface structure at the same time. Alternatively, chemical milling or electropolishing are used – but with the risk of color changes or dimensional changes. It is crucial to choose a process that meets both the technical and regulatory requirements without damaging the base material.
Only if this post-processing is carried out consistently can safe integration in the body be guaranteed – whether for implants or sensitive microsystems.
Risk of contamination and how to avoid it
In medical production, even minor contamination is enough to jeopardize entire batches. Particle residues, traces of oil or chemical reactions on the surface can render the end product unusable or even lead to rejection during approval. Contamination control is therefore not an optional step, but an integral part of the process chain.
The right combination of mechanical cleaning, passivation and certified sterilization can minimize the risk. Depending on the material and application, processes such as acid pickling, autoclaving or UV irradiation are used. However, a controlled environment is even more important: cleanroom technology, suitable packaging solutions and closed-loop process documentation ensure that no step is left to chance.
These measures are not only important from a regulatory perspective – they also protect the investment in a precisely manufactured component from avoidable recalls or complaints.
Process validation and ISO 13485: More than just a mandatory program
For medical technology applications, it is not enough to simply manufacture a part “well”. Each individual production step must be validated, documented and traceable. The ISO 13485 standard forms the basis for quality management systems in medical technology. It requires not only precise processes, but also complete traceability.
Even the smallest changes – such as replacing a hose in the blast cabinet – can require a new validation. The effort is high, but it pays off: Only those who control their processes can deliver consistent quality in the long term. At the same time, this creates trust among customers, inspectors and certification bodies.
Professional manufacturing service providers have therefore established standardized processes that are re-evaluated and documented with every change. This creates a system that is not only efficient, but also audit-proof and future-proof – an enormous advantage, especially for recurring production series.
Quality is no coincidence – this is how erosion machining is tested
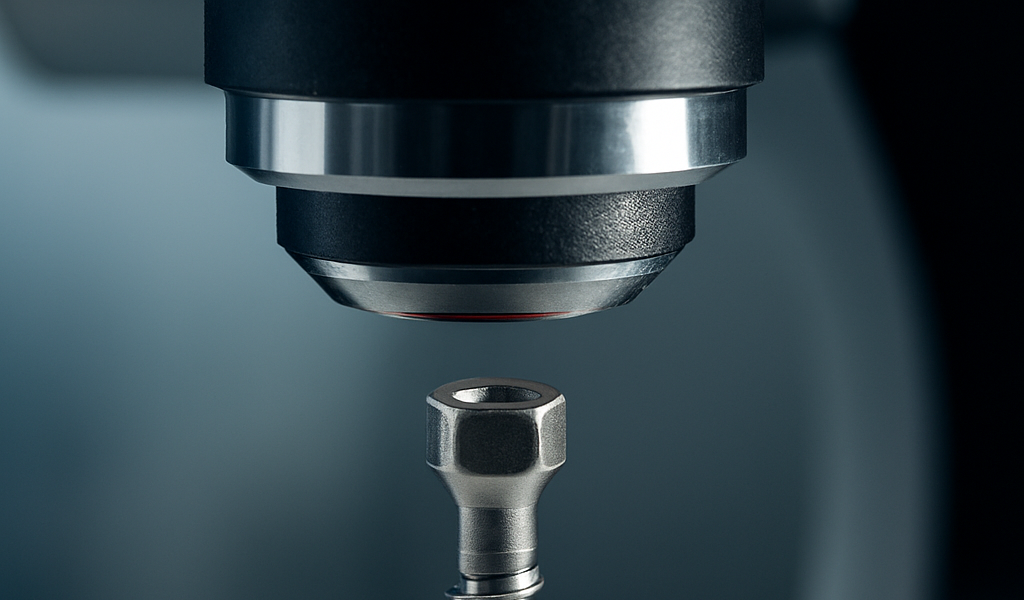
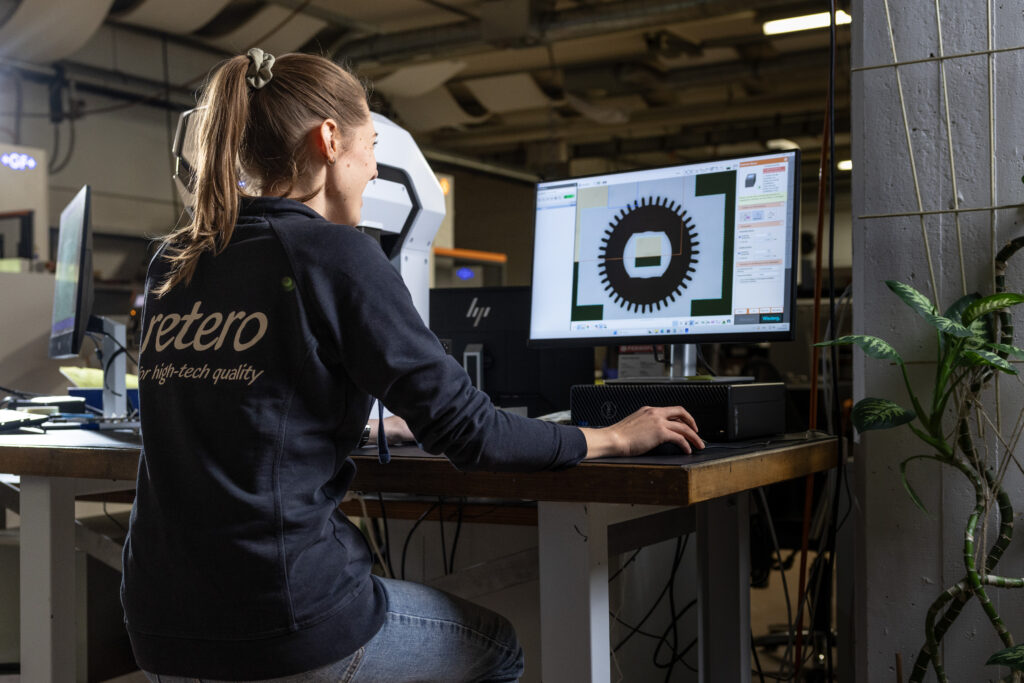
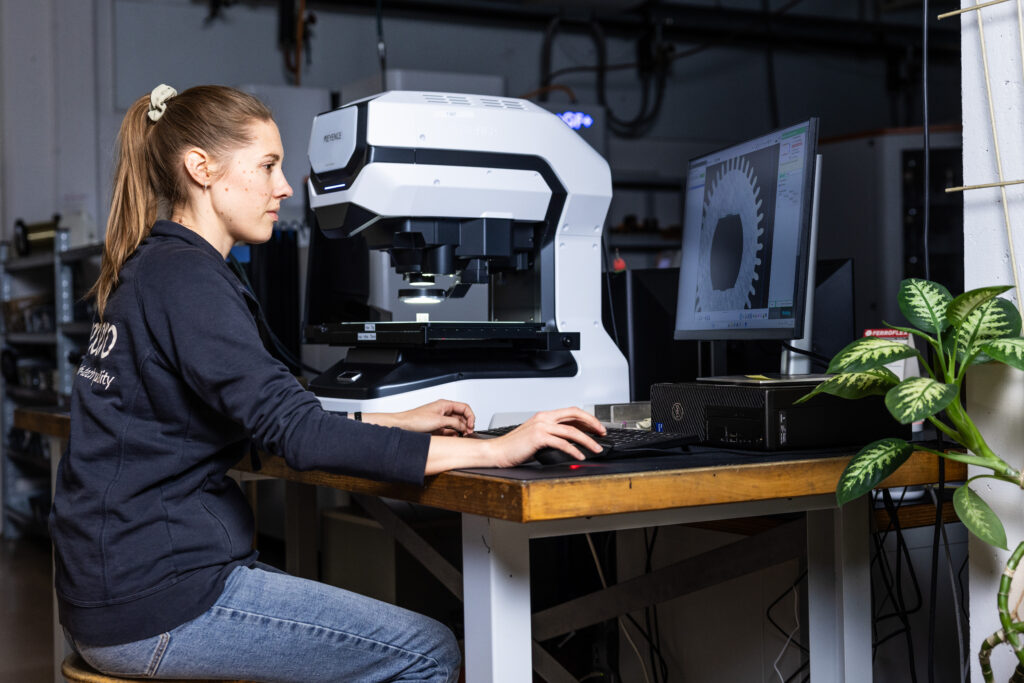
Microscopic control and measurement protocols
In micromachining, it is not uncommon for a ten-thousandth of a millimeter to determine the functionality of a medical component. This is why the production process in EDM does not end with the last spark, but with precise quality control.
The standard equipment includes high-resolution microscopes, which can be used to assess the finest structures magnified up to 700 times. In this way, edge contours, radii and surface qualities are visually inspected and documented. Tactile or optical measuring methods are also used to precisely record dimensional accuracy and geometry.
Measurement reports are created either during the process or on a batch basis – depending on the requirements. They form the basis for approval and are particularly essential in the regulatory environment. This ensures that every manufactured part meets the specifications – regardless of whether it is a single piece or series production.
Traceability and documentation for FDA & MDR
Anyone who wants to bring medical products onto the market faces a complex web of regulations. The European MDR guidelines and the requirements of the US FDA demand complete traceability of every single production step – from the raw material batch to the final packaging.
In the eroding process, this means that every setting, every tool use and every material change must be documented. Modern systems enable digital process tracking, in which all production data can be archived and retrieved as required – even years later.
This transparency not only creates trust with authorities and customers, but also reduces the risk of recalls or complaints. At the same time, it allows a precise root cause analysis in the event of deviations – a key factor for continuous process optimization.
Certified processes at suppliers – what manufacturers need to look out for
Not every EDM workshop is automatically suitable for medical technology applications. Manufacturers should therefore pay particular attention to certifications such as ISO 13485 , which provide evidence of structured quality management and regulatory conformity. This standard is far more than just a seal of quality – it regulates the handling of processes, risks, validation and traceability down to the smallest detail.
In addition to pure certification, practical skills also play a role: Does a provider know the typical requirements of medical technology? Does he work with validated cleaning processes? Are sensitive batches processed under cleanroom conditions?
Only the combination of technical excellence and regulatory understanding makes an EDM service provider truly fit for medical use. For manufacturers, it is worth looking beyond the machinery – towards processes, mindset and experience.