
What are structural applications in a technical context?
From the carrier plate to the micro mount: typical components with a structural function
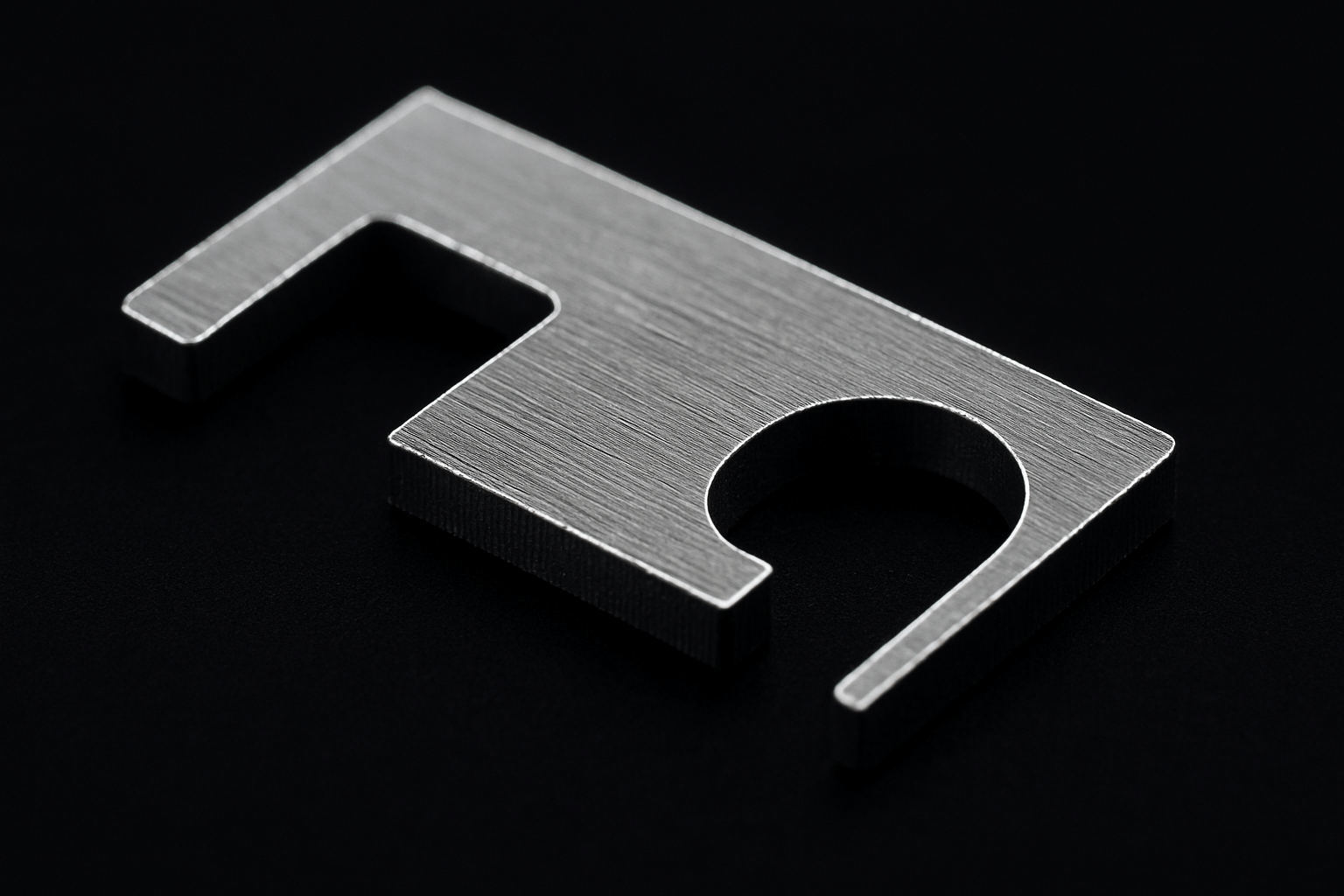
Structural applications describe components whose geometry and stability are not only formative, but also functional. Such components
Typical structural parts include:
– reinforcing struts in miniature assemblies,
– frame plates for sensor systems,
– precision mechanical support structures in medical technology,
– stamped or laser parts for the construction of electronic assemblies
The structural quality of microcomponents in particular directly determines the functionality of the end product. Even the smallest inaccuracies can trigger mechanical malfunctions or impair the service life.
Mechanical requirements: Dimensional stability, strength and reproducible quality
A structural laser part has to do more than just look good. It must deliver what it promises – literally. The focus is on three core requirements:
Dimensional stability: A component must not warp during and after processing. Thermal loads, such as those caused by laser cutting, must be controlled so that the final geometry remains within the tolerance window.
Strength: For load-bearing functions in particular, the material must not only be cut precisely but also retain its internal structure. Structural changes due to heat input must be avoided.
Reproducibility: Structural parts are often used in series production. Consistent quality across thousands of identical parts is a must – especially if they are used in safety-critical applications.
The ability to meet such requirements permanently and reliably is closely linked to the manufacturing process and choice of material.
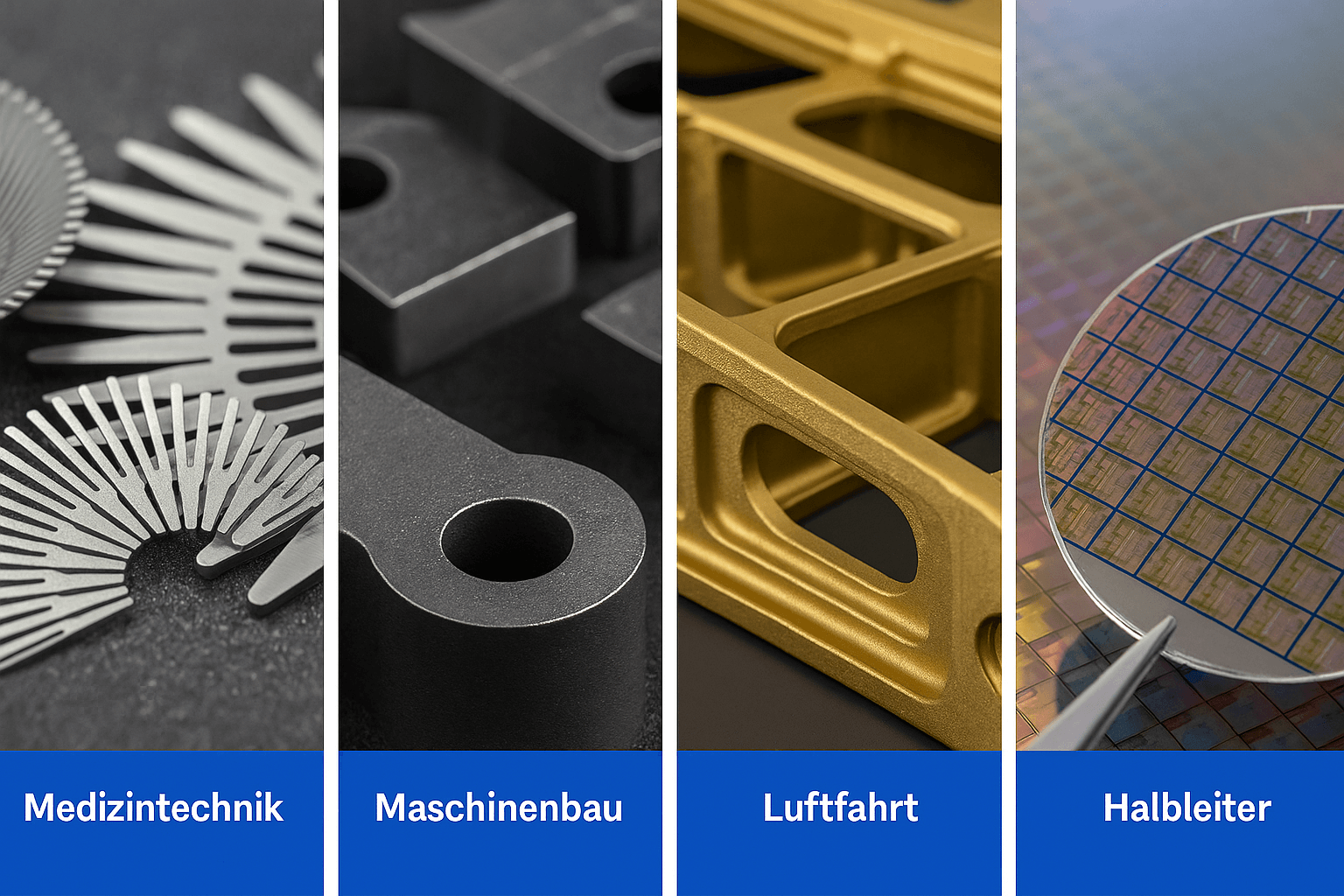
Fields of application: Medical technology, mechanical engineering, semiconductors & aviation
Today, structural applications can be found across all industries wherever precision, resilience and miniaturization come together.
In medical technology, for example, implant components or surgical mounts must have extremely precise cutting contours and sterile, smooth surfaces. In semiconductor technology, structuring carriers or guide elements are required that function under cleanroom conditions and have no particulate residues.
Mechanical engineering requires precisely manufactured reinforcing elements, frames or connecting parts that can be seamlessly integrated into existing systems – often in small or medium series. In the aviation industry, on the other hand, the aim is to reduce weight while maintaining structural integrity, a typical application for laser-cut lightweight components made of titanium or aluminum.
All these fields have one thing in common: Components with a structure-supporting function must not only be manufactured precisely, but must also be reproducible with absolute process reliability. This is where the true value of precise laser cutting processes begins.
Laser cutting in detail: process, technology and tolerances
Which laser cutting processes are suitable for structural parts?
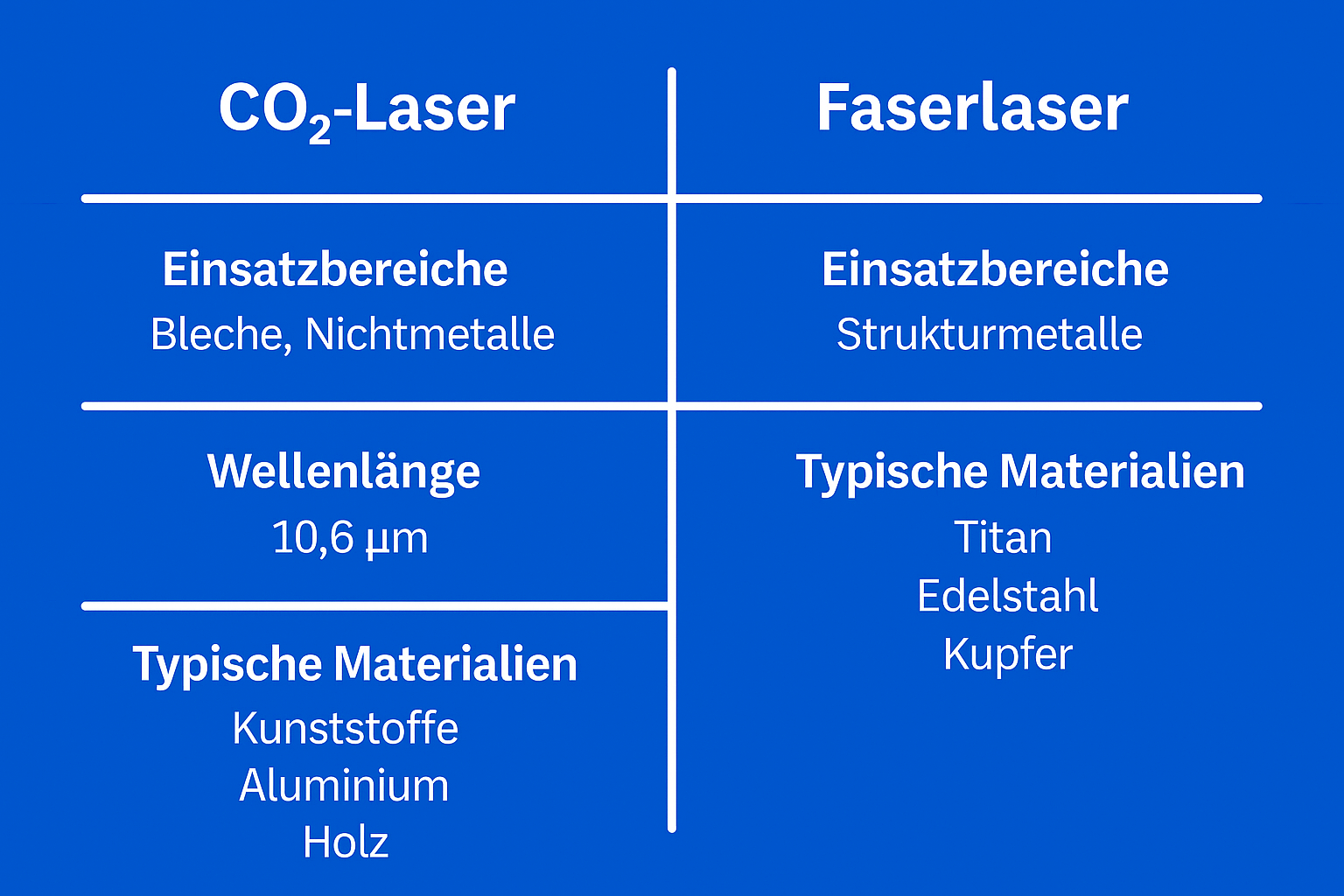
Not every laser process is equally suitable for structure-supporting applications. The choice between CO₂ lasers and fiber lasers depends heavily on the material, the desired cutting quality and the component geometry.
CO₂ lasers work with a longer wavelength (10.6 µm) and are ideal for organic materials, plastics or ceramics. However, their cutting quality for metals is limited – especially for fine details.
Fiber lasers offer shorter wavelengths (approx. 1 µm) and high energy efficiency. They are ideal for all types of metal, from titanium to stainless steel, and enable clean, precise cuts even with thin walls.
With 2D laser cutting, flat contours made of sheet metal or foil material are processed. 3D laser cutting, on the other hand, allows the processing of spatial bodies or already formed components – crucial for complex structural parts or subsequent processing steps.
Pulse duration, light wavelength and laser power also influence the result. Ultra-short pulse or picosecond lasers offer advantages for heat-sensitive materials and applications where tolerance is possible.
Typical tolerances and surface finishes in precision laser cutting
Depending on the material, component thickness and requirements, tolerances of ±5 µm to ±20 µm are realistic in precision laser cutting. Such values are ideal for medical technology or electronics production, for example.
The cut quality is assessed according to ISO 9013, among other things. The edge roughness and the shape of the kerf play a role here. The classes Q1 to Q4 provide information about the visual and functional quality – Q1 stands for particularly smooth, high-quality edges.
Other important parameters are the kerf width (typically 0.02-0.2 mm depending on the focus diameter) and the contour accuracy when converting complex geometries. Machine precision is particularly important for internal contours or very small radii.
Which materials can be cut structurally clean?
Metallic materials such as titanium, stainless steel, aluminum and non-ferrous metals (e.g. copper, brass) are particularly suitable for structural applications. They can be cut with fiber lasers with precision, low burr and high edge quality.
Sheet metal-based materials with thicknesses of 0.02 to 3.0 mm can also be processed without any problems – ideal for structure-supporting micro-components. CFRP components and certain high-performance ceramics can also be laser-cut, provided the wavelength of the laser matches the absorption in the material.
Experience in handling difficult materials is important. A clean cut without fraying, thermal microcracks or delamination requires expertise in parameter settings, material behavior and process control.
Precision despite heat: demystifying the topic of heat-affected zones (HAZ)
What are the real threats to structural integrity?
Laser cutting works with a highly focused heat input. This is where the biggest misunderstanding arises: many people believe that the heat generated by the laser inevitably leads to deformation or structural damage. This assumption is not entirely unfounded, but only applies under certain conditions.
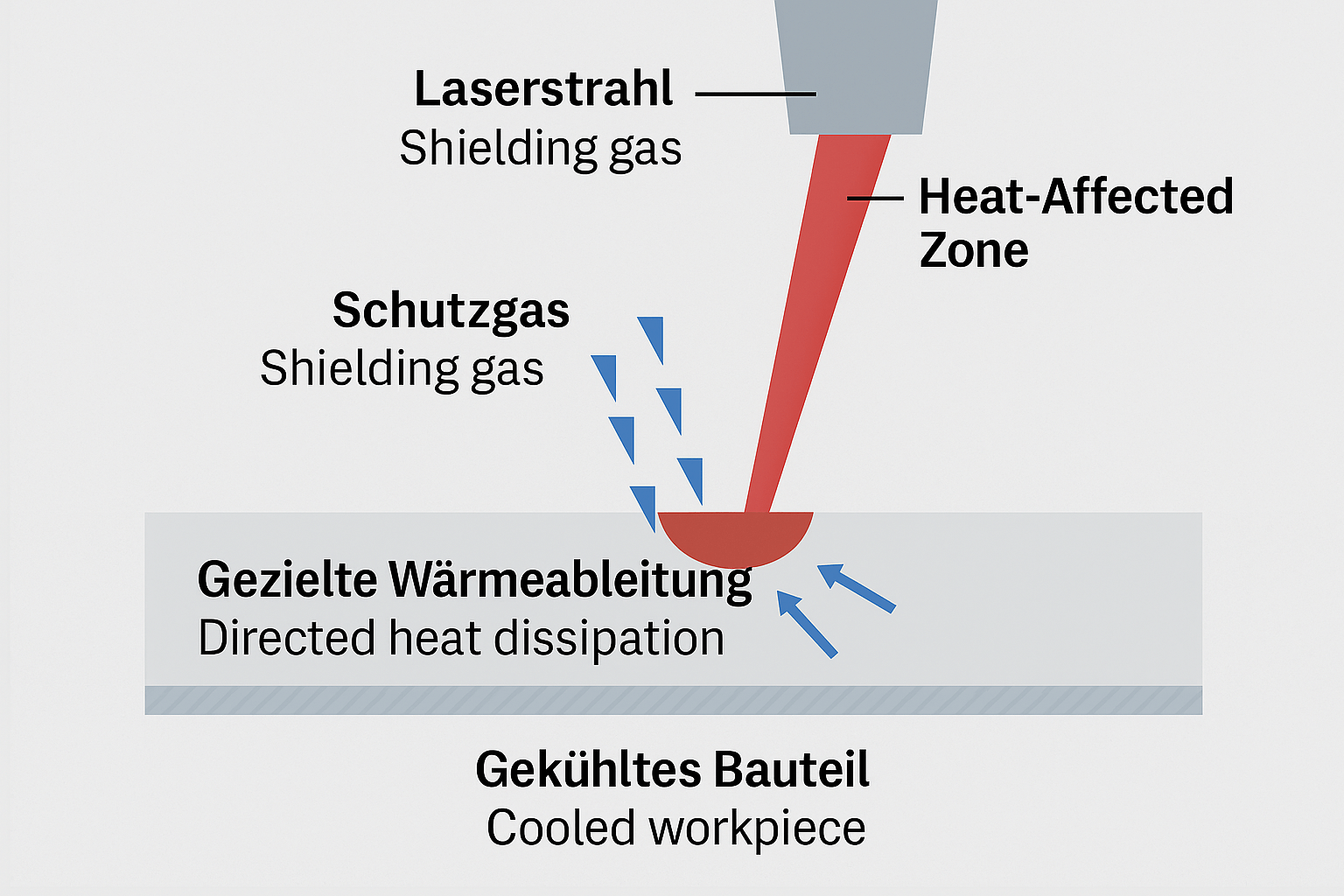
The so-called heat-affected zone (HAZ) describes the area in the material that is changed by the thermal load of the laser – but is not melted. Microstructures in the microstructure can change in this area, which can affect the strength or ductility of the material. Particularly with thin sheets or heat-sensitive alloys, there is a risk that these zones will expand unevenly or build up material stresses that lead to distortion.
What is often overlooked: The size and characteristics of the HAZ depend not only on the laser itself, but also on parameters such as cutting speed, gas supply and focal plane. If you make the right adjustments here, you can reduce the affected areas to a minimum, both technically and geometrically.
Techniques to minimize distortion, hardening and material change
Precision is not achieved by technology alone, but by understanding the process. In order to minimize distortion or structural changes, targeted processes are used today that go far beyond the pure cutting process.
The most effective measures include
Optimized cutting sequences: The heat distribution in the component can be controlled by a well thought-out sequence of cutting paths. Heat is dissipated in a controlled manner and stresses are avoided.
Use of shielding gases: Gases such as nitrogen or argon prevent oxidation at the cutting edge and reduce thermal reactions in the material. The result is clean, smooth edges without hard transitions.
Focused power dosing: Instead of working at maximum power, professional finishers rely on adapted pulse durations and energy densities. This keeps the cutting zone stable without putting unnecessary strain on the component.
Controlled cooling: After cutting, defined cooling processes ensure that material stresses are not released in an uncontrolled manner.
Such measures require technical know-how, experience with materials and the right machine technology. Those who work blindly with standard parameters risk deformation or reworking.
When laser cutting is possible without post-processing and when it is not
Not every part has to be further processed after cutting. Laser cutting can be the final processing stage, particularly for applications with a medium tolerance range or non-load-bearing functions. This applies, for example, to structural covers, retaining plates or frames with simple geometries.
However, as soon as tight tolerances, sensitive materials or mechanically stressed zones come into play, more is needed. It is not the cut alone that is decisive here, but the interaction between the laser process, post-processing and quality assurance.
Typical finishing processes are:
– deburring or microblasting for smooth cutting edges,
– fine machining for fits,
– surface treatments to optimize material properties
Whether post-processing is necessary ultimately depends on the application and the technical specification. An experienced manufacturing partner will recognize early on where the limits lie and where laser cutting alone is sufficient.
Industry examples: Where laser cutting is already structurally convincing today
Medical technology: filigree reinforcements and support structures
In medical technology, precision is not optional, but a prerequisite. Components such as implant carriers, positioning aids or the finest fixation elements must function under sterile conditions and be mechanically highly resilient. At the same time, the geometry is often microscopically small, which pushes conventional processes to their limits.
Laser cutting enables smooth cutting edges, tight radii and maximum repeat accuracy. Materials such as titanium, stainless steel or biocompatible alloys in particular can be processed precisely and without mechanical contact – a major advantage in terms of hygiene, quality and validation.
Mechanical engineering: resilient cutting geometries with tight radii
In mechanical engineering, what counts is structural load-bearing capacity combined with a high degree of freedom of form. Components such as stiffening plates, brackets or housing-integrated reinforcements often have to absorb dynamic forces in a confined space.
Laser-cut parts offer precisely this combination: complex geometries, precise tolerances and distortion-free production. Tight inner radii or slim webs are almost impossible to produce using conventional tooling processes. Thanks to the non-contact laser process, the material remains stress-free and fits precisely.
Another plus point: rapid changeability for prototypes or variants – ideal for series with frequently changing requirements.
Aerospace: lightweight components with minimal distortion
In aviation, components are often thin-walled, lightweight and at the same time highly resilient. Laser cutting is preferably used here for load-bearing reinforcements, bulkhead plates or ready-to-install structural parts. Materials such as aluminum or high-strength titanium alloys can be laser-cut without exceeding the critical thermal deformation.
The minimal heat input reduces the risk of warping, while the high cutting quality often makes reworking superfluous. Projects also benefit from the reproducible accuracy – even for components with functional carriers or mounting brackets.
Piezo technology and semiconductors: the limits of micromachining
When structures are only a few hundredths of a millimeter thick, the domain of micromachining begins. In piezo technology and the semiconductor industry, precise edges, defined insulation distances and material-friendly machining are what count.
Here, laser cutting impresses with its ability to produce the tightest contours at high cutting speeds – even with sensitive substrates such as ceramic, sapphire or glass substrates. The process stability enables consistently high quality, which is essential in series production.
Processes can also be validated, which is a clear competitive advantage, especially in a regulated environment.
Laser cutting of prototypes and series: What customers can expect
One-off production to small series: advantages of laser technology
Laser technology is ideal for flexible production quantities – from individual sample plates to precisely repeatable small batches. Contactless cutting eliminates set-up times for tools or molds, which brings decisive advantages, especially for applications with many variants.
For customers, this means: rapid implementation of prototypes, lower development costs and real testability before the start of series production. Design changes can be implemented without high additional costs – a significant advantage in agile development environments.
At the same time, high-quality series parts can be produced on the same system. CNC-controlled cutting paths and process-stable parameters guarantee high repeat accuracy – a must in safety-critical applications.
Requirements for data formats, tolerance specifications and drawings
Anyone ordering laser-cut components should ensure that the data is prepared correctly. 2D vector data in DXF or STEP format is common. It is important that the drawing contains clear tolerance specifications and, if necessary, position references.
Depending on the application, additional information may also be useful: material thickness, processing side, edge specifications or surface requirements. This data helps to tailor the cutting process precisely to the component and avoid unnecessary queries.
A good manufacturing partner also offers technical advice on feasibility and provides support with data-compliant implementation. This ensures that, in the end, exactly what was intended in terms of design is produced.
What makes the difference: machines, quality assurance and experience
Not every laser cutting system delivers the same quality. The
Integrated quality assurance is just as important. High-quality manufacturers rely on in-process testing, digital measurement and documented traceability. For customers in medical technology or aviation, this is not just an advantage, but a basic requirement.
And finally, what counts: Experience with complex requirements. Only those who have already manufactured similar components know what is important and recognize early on where there is potential for optimisation or risks during implementation.
The combination of modern technology, active quality assurance and practical know-how is ultimately what makes a good supplier a genuine development partner.
Structural parts with precision: when technology meets expertise
Anyone who has structural components laser-cut expects more than just clean cutting lines. An understanding of the function, material and subsequent conditions of use is crucial. This is the only way to create components that are permanently stable, dimensionally accurate and can be reliably integrated.
This is precisely where it becomes clear whether a manufacturer is really thinking ahead or just reeling off standard processes. When tight tolerances, demanding materials or functional geometries come together, experience, specific know-how and suitable technical equipment are required.
The combination of high-end technology and practical engineering expertise is rare, but it determines the quality of the result. This is because precise structures are not created by chance, but through mastered processes, controlled production parameters and a genuine understanding of the application.
So if you are looking for a partner who can not only cut, but also understand where it matters, you are in good hands with a specialist like Retero GmbH.
