Besides the classic application areas of industry, automotive engineering, communications, and medicine, microsystem technology components are constantly conquering new areas of application, e. g. in building management, production technology, life science and the broad field of energy efficiency improvement.
Economical production of micromechanical components
Manufacturing techniques for the increasing miniaturization of components originate predominantly from the electronics industry. In this sector, these production techniques can be used effectively for the mass production of semiconductors. However, for the production of small to medium quantities of micromechanical components alternative manufacturing processes are needed. A prerequisite for the economical production of micromechanical components is an application-tailored manufacturing technology – spark erosion is the key. The principles of micro-erosion enable the manufacture of micromechanical components with submicrometer precision.
Precision in the submicrometer range
The removal mechanism of electrical discharge machining is based on thermal effects which enables micromechanical components to be machined with nearly no process forces. Thanks to this, we are able to shape parts with a high degree of geometric design freedom, regardless of the component’s mechanical properties. Even in hardened steels, carbide, or ceramics, highly complex geometries in the submicrometer range can be mapped with spark EDM. Depending on the application, micro-erosion can be performed in the form of micro-wire erosion, micro-sinker erosion, or micro-track erosion with a rotating pin electrode. Micro machining places high demands on both the machine system and process control. Special generators with needle pulse characteristics, lowest discharge energies, and discharge times < 2 μs as well as special dielectrics with low breakdown field strength for small gaps and machining paths or process parameters adapted to the application are prerequisites for the precise EDM of smallest components.
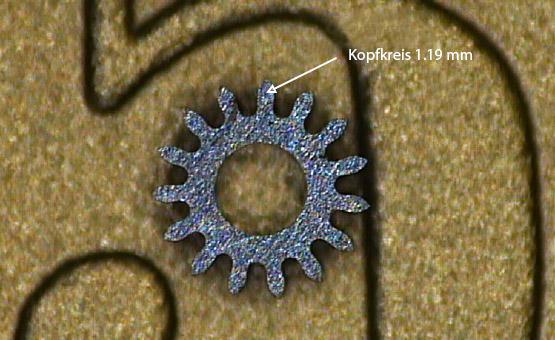
In micro erosion, micromechanical components are machined with wires from 0.02 mm in diameter. For comparison: a human hair has a diameter of about 0.04 mm. The production of micro-holes is possible with carbide electrodes from 0.1 mm diameter with an achievable surface roughness quality up to Ra 0.05 / N2. The minimum machining tolerances are +/-0.001 mm. Machinable materials are hardened steels, steel and alloy steels, stainless steels, hard metals, titanium, and non-ferrous metals. Machining of hard metals, ceramics, and materials susceptible to corrosion is performed in a special oil bath.