Micro EDM / Fine Wire EDM Switzerland

Maximum precision through micro EDM - for the highest demands of the smallest parts.
Extremely fine cuts, with maximum accuracy in the micro range. Perfect for your most precise components.
Micro EDM is our specialty and sets us apart from the competition. This process enables Retero to manufacture the smallest components with the highest precision available on the market. Ideal for precision parts made of high-alloy steels, medical-grade stainless steel, titanium or carbide. For you, this means: maximum dimensional accuracy and the finest surface finish, even in the hardest materials.
Our customers in medical technology, watchmaking, metrology and sensor technology already benefit from Retero’s high-precision machining using Fine Wire EDM.

We are certified to ISO 9001 and ISO 13485 (medical device certification) by the Swiss Association for Quality and Management Systems.
Advantages of fine wire EDM at a glance
Unmatched precision down to the micrometer range:
Your benefit: Components with maximum dimensional accuracy for the most demanding precision engineering applications.
Minimal thermal influence & immaculate edge zones:
Your benefit: There is no distortion and no mechanical stress. Ideal for components with the highest surface quality.
Specialization in ultra-fine cuts:
Your benefit: We supply precise micro-components, ideal for medical technology or the most complex micro-molds.
Process reliability:
Your benefit: Maximum repeatability even with tight tolerances. You save testing time and avoid deviations and rejects.
Machining of the hardest materials:
Your benefit: No distortion, no wear, no limits to material hardness.
Development partnership:
Your benefit: Our experts are happy to help you optimize your components. We advise you as early as the design stage for more function with less effort.
Non-contact machining:
Your benefit: No mechanical stress and no burr formation. Perfect for sensitive components that do not allow any structural changes.
Combination with other manufacturing processes:
Your benefit: Less coordination effort, better component quality, reduced delivery times. And all with the highest Swiss quality.
What is Fine Wire EDM?
Here you will find answers to the most frequently asked questions about fine wire EDM. Find out more about the process, its advantages and possible applications as well as important technical details.
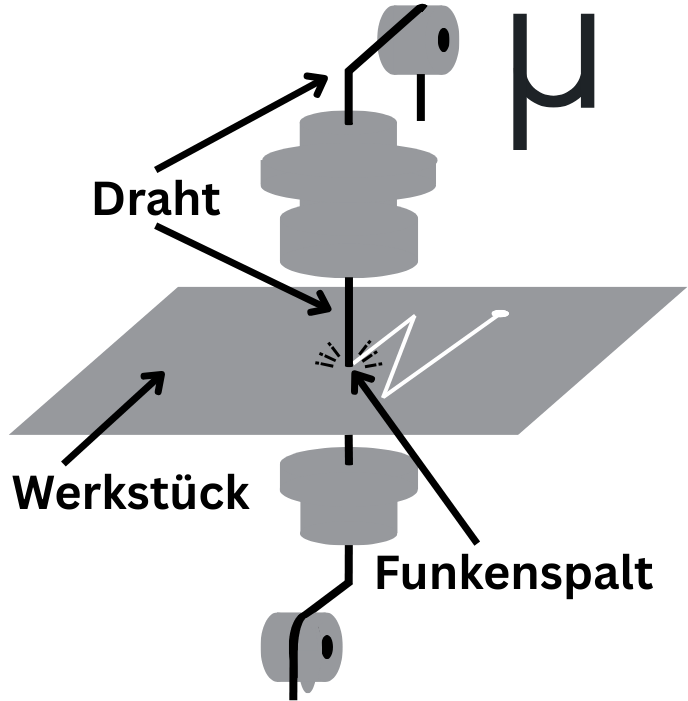
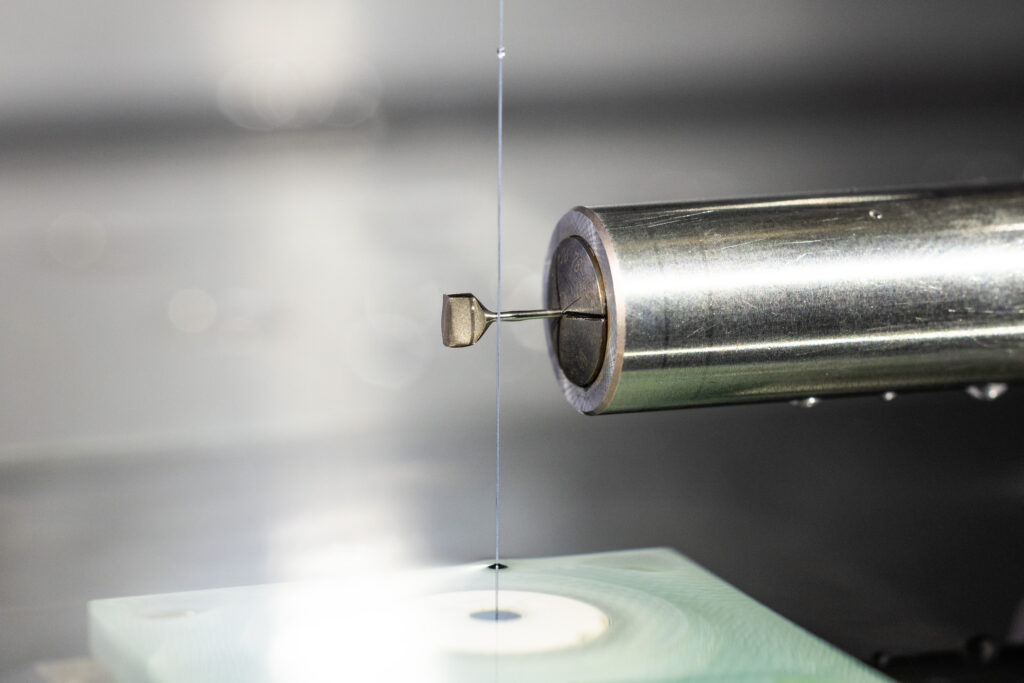
Fine wire EDM (also known as micro EDM) is part of the wire EDM family, but at Retero it is a highly specialized discipline for for achieving even higher precision. At Retero, we define “wire EDM” and “fine wire EDM” as two distinct disciplines. Due to the substantial differences in capability, precision level and application, fine wire EDM is provided as a dedicated high-precision service. In this process, metal parts are machined without mechanical contact using electrical sparks. An extremely fine wire, typically Ø 0.04 mm thin, travels precisely along a 2D contour. Electrical discharges between the wire and the workpiece remove the material thermally with pinpoint accuracy. The result is high-precision cuts in the micro range, regardless of how hard or delicate the metal part is.
The wire moves through a dielectric fluid (usually deionized water or oil), which insulates the discharges and cleans and cools the surface. Thousands of small discharges per second remove the material point by point, with no mechanical cutting forces, which protects the workpiece from distortion. The process is particularly suitable for hard, conductive materials such as tool steel, carbide, medical-grade stainless steel or titanium. The contactless process makes fine wire EDM ideal for high-precision molds or micro dies with intricate internal contours that demand the highest demands on accuracy and surface finish.
Each discharge generates temperatures of up to 12,000 °C, which thermally removes the material. The resulting heat-affected zone (HAZ) is extremely thin (<10 µm) and and exhibits minimal thermal impact. In contrast to milling or laser cutting, fine wire EDM does not induce surface hardening, cracking, or significant residual stresses in the workpiece. In addition, fine wire EDM using wire diameters from 0.02 mm can produce inner radii as small as 0.02 mm. This would be impossible with conventional wire EDM or machining. Tapered cuts can also be produced using CNC-controlled wire paths.
Technical details for fine wire erosion
- Tolerances: down to ± 0.001 mm
- Surface roughness: down to Ra 0.08 (in deionized water) or Ra 0.06 (in oil) / N2-N3
- Internal radii: down to 0.02 mm for fine wire EDM
- Tapered cuts: CNC-controlled cuts up to ±3°
- Wire diameter: From 0.1 mm to 0.02 mm
- Micro holes: smaller than Ø 0.10 mm - 2 mm deep (start hole EDM)
- Dielectric: deionized water or oil, ideal for corrosion-sensitive materials
- Production capacities: single-piece, prototype and series production available
Materials suitable for Micro Wire EDM
- Medical-grade stainless steels AISI 304 (V2A), AISI 316L (V4A, highly corrosion-resistant)
- Titanium and titanium alloys
- Carbides (e.g. tungsten carbide)
- High-strength tool steels and high-speed steels (e.g. HSS, ASP, powder-metallurgical steels)
- Stainless steels (INOX), hardened steels up to > 60 HRC
- Aluminum, copper, brass, bronze
- Technical ceramics
- Special alloys: NiTi (Nitinol), Hastelloy


Typical applications of Micro EDM
Medical technology:
- Components for endoscopes and catheters: Ultra-fine channels and tips with superior surface finish
- Gauging tools for implants, e.g. in dental and bone surgery
Watchmaking industry:
- anchors, escape wheels for special mechanisms, detent springs and decorative elements
Microelectronics / sensor technology:
- Apertures for optical applications
Tool and mold making:
- Mold inserts, delicate cavities for injection molding
We guarantee the highest accuracy and quality.
Why choose Retero as your partner for micro EDM machining?
Your idea deserves the highest precision.
When it comes down to the micrometer, every detail counts. As a family-run company, Retero GmbH is your experienced partner for high-precision micromachining. With over 20 years of specialization, a state-of-the-art machine fleet and Swiss quality, we deliver uncompromising results reliably and personally.
Swiss quality
Retero has been certified to ISO 9001 and ISO 13485 for more than ten years. Two internationally recognized standards that mean measurable safety and trust for our customers.
- ISO 9001 confirms our consistently implemented quality processes in all areas, from production to delivery.
-
ISO 13485 is the gold standard in medical technology and requires:
- complete traceability
- validated processes and suppliers
- strict documentation and uncompromising precision
Our quality assurance goes beyond standards: We embody genuine Swiss precision – driven by responsibility, technical excellence, and a clear commitment to safety.



What our customers say about us
Trustindex überprüft, ob die Originalquelle der Bewertung Google ist. Eine unkomplizierte Firma mit hohem Fachwissen, die Ihr Handwerk versteht. Nur zu empfehlen, tolle Zusammenarbeit.Gepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Wie pflegen eine langjährige und gute Zusammenarbeit. Der Erodierspezialist schlechthin. spalinger präzisionsmechanik gmbhGepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Microbearbeitungs Profi mit höchster Präzension. Sehr zu empfehlen!Gepostet aufTrustindex überprüft, ob die Originalquelle der Bewertung Google ist. Retero ist in der Mikrobearbeitung wie Feindraht- und Drahterodieren, Präzisionslaserschneiden sowie im Stanz- und Biegewerkzeugbau ein unschlagbar Partner. Die hohen Erwartungen an die Qualität der Werkstücke wird Retero in allen Belangen gerecht.
Questions and answers about Micro EDM
Yes, it is possible - if you have the right machines and skills. We have both and are able to erode slots of up to 0.08 mm in diameter in workpieces with erosion wires of just 0.04 mm. Please contact us and we will be happy to provide you with a quote for your project.
Technology in this sector is developing rapidly, and ever smaller wire diameters can be processed. Thanks to ultra-modern high-tech machines and a great deal of know-how on the part of Retero GmbH, we are able to use and process wires with a minimum diameter of 0.02 mm.
Surfaces of Ra 0.08 quality can be achieved on the oil wire erosion machine from Retero GmbH; Ra 0.10 is possible with water bath erosion machines. These values can be achieved without costly and time-consuming post-processing.
Yes, that is possible. At Retero GmbH, we are able to achieve conical shapes of up to 30 degrees. Ask us, we will be happy to advise you and show you what is possible.
