
If it is difficult to drill holes using conventional methods, start hole shooting or start hole EDM is a particularly economical and fast method for machining metal and all electrically conductive materials. The strength and hardness of the material are irrelevant. Start hole shooting is a special application of die-sinking EDM and enables the high-precision drilling of even the smallest hole patterns or start holes for subsequent wire EDM.
The procedure briefly explained
Start hole shooting is based on the principle of spark erosion: EDM or spark erosion is a thermal ablation process for all conductive materials, makes high-precision holes with a diameter of 0.1 mm – 3 mm possible and is based on electrical discharge processes between a conductive workpiece and the tool, the electrode. Machining takes place in a dielectric – in a non-conductive medium such as a special oil, deionized or distilled water. The electrode tool is brought very close (0.004 – 0.5 mm) to the workpiece until a spark flashes over, melting and vaporizing the material in a point-like manner. Depending on the duration, intensity, frequency, length, gap width and polarity of the discharges, a wide variety of results can be achieved. Even the most complicated geometric shapes can be produced with high precision. The electrode material is selected according to the material to be processed and can consist of copper, brass, copper alloys (usually with tungsten) or hard metal.
Drill EDM or start hole shooting
A start hole drilling machine is used in this process, as most of the holes are subsequently used as start or threading holes for wire EDM work. As already mentioned, the underlying technology corresponds to the EDM process. However, in this process, both the discharge strategies and the machine design are aimed at the fastest possible drilling performance.
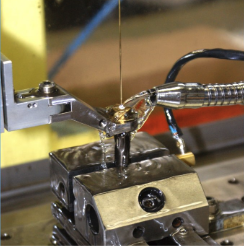
During processing, copper, brass or carbide tubes with diameters between 0.10 – 3 mm and a length of up to 800 mm are automatically fed as electrodes. They compensate for the burn-off of the electrode, which rotates constantly during the production process. On the one hand, this leads to faster removal and, on the other, to uniform burn-off on the workpiece. The dielectric is constantly pumped through the electrode tube, cooling and flushing away the material removed.
In CNC production, drill erosion is mostly used to drill starting holes for subsequent wire erosion. However, this process is also ideal for the production of components with multiple hole patterns, for drilling at different angles or for cutting threads. Typical areas of application include the gas turbine industry, mechanical engineering, aerospace technology and tool and mold making.
How a start hole drilling machine works
With the help of CNC-controlled start hole or drill EDM machines, drill holes with the smallest diameter of 0.1 mm – 3 mm can be realized. This machine works like a die-sinking EDM machine. However, it does not use pre-formed electrodes, but continuously rotating thin copper, brass or carbide tubes of 300 to 800 mm in length. The dielectric is fed via single-channel or multi-channel electrodes and rinses off the eroded material; it consists of either a special oil or deionized/distilled water. A wire can then be fed through the pre-drilled hole on a wire erosion machine and the workpiece can be further processed.
In contrast to wire-cut or die-sinking EDM, the workpiece is not shaped in start-hole EDM, but is provided with a hole. However, the machining principle is the same. In wire EDM, the electrode cuts a programmed profile into the workpiece; in die-sinking EDM, the shape of the workpiece is reproduced.
Advantages and disadvantages
Drill EDM is a particularly economical way of drilling holes in all electrically conductive materials, regardless of hardness and strength. Vertical and cylindricity are guaranteed, and thanks to the burr-free drilling process, mechanical reworking is not necessary.
Summary
Anyone looking for a particularly economical method for producing drill holes in either very thin or very thick materials is well advised to use this method. All conductive materials of different compositions and strengths can be processed, and even the smallest drill holes can be realized.
Are you looking for an experienced service provider for your latest project? Then RETERO GmbH is your competent partner – from planning to high-precision production. We look forward to hearing from you at info@retero.swiss and will be happy to provide you with comprehensive advice.