
Qu’est-ce qui affecte la précision de la découpe laser ?
L’épaisseur du matériau, le type de matériau et leur rôle
Le choix du matériau joue un rôle décisif dans la précision que l’on peut atteindre lors de la découpe laser. Les matériaux tels que l’acier inoxydable, l’aluminium, le carbure ou la céramique réagissent différemment au faisceau laser, car ils se distinguent par leur réflexion, leur conductivité thermique et leur comportement à la fusion. Alors que l’aluminium présente une dilatation plus importante en raison de sa conductivité thermique élevée, la céramique conserve des contours plus nets, mais nécessite un apport d’énergie précis.
Plus l’épaisseur du matériau augmente, plus le comportement de la coupe change. Les tôles fines de moins de 1,5 mm peuvent être usinées avec une

Précision des machines et technique d’entraînement
La précision mécanique de la machine de découpe laser utilisée est un facteur central. La précision des axes XY, la stabilité de la tête laser et la tension des courroies d’entraînement déterminent la propreté et la répétabilité d’une coupe. Même un faible jeu ou des vibrations peuvent rendre les contours flous ou non circulaires, en particulier pour les petites géométries.
La technique de commande est tout aussi importante. Si la trajectoire de coupe est exactement alignée avec le
L’effet Kerf – quand le trait de coupe devient un piège à tolérance
Chaque découpe laser produit un trait de coupe, également appelé entaille. Celle-ci varie en fonction du matériau, du point focal et de la puissance – typiquement dans une plage de 0,05 mm à 0,15 mm. Le problème est que si l’entaille n’est pas prise en compte, des écarts dimensionnels peuvent se produire sur des pièces aux tolérances serrées, par exemple dans le cas de perçages ou de découpes étroites.
Un contrôle précis de l’entaille nécessite non seulement un réglage fin de la puissance et de la vitesse du laser, mais aussi un contrôle continu de la qualité. En documentant proprement les paramètres du processus et en les maintenant stables, il est possible de conserver une largeur d’entaille constante – un avantage décisif pour la production en série et la fabrication conforme aux normes ISO.

Vitesse de coupe et apport d’énergie
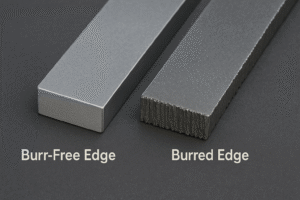
Couper plus vite ne signifie pas automatiquement travailler avec plus de précision. Au contraire, des vitesses de coupe élevées peuvent entraîner la formation de bavures, d’arêtes arrondies et de contours irréguliers. Il est particulièrement utile de travailler à vitesse réduite et avec un apport d’énergie focalisé pour les géométries fines ou les rayons étroits.
Tout l’art consiste à trouver un équilibre entre la vitesse d’avance, la puissance du laser et la position du point focal. Une bonne machine reconnaît automatiquement le moment où elle doit ralentir, à condition que les paramètres aient été réglés intelligemment. L’objectif est de maintenir l’apport de chaleur à un niveau faible tout en garantissant une qualité de coupe constante. On obtient ainsi une coupe propre – sans déformation, sans surchauffe et avec une précision élevée et constante.
Spécifications techniques de la découpe laser – qu’est-ce qui est réellement possible ?
Tolérances typiques pour la découpe laser de précision
Dans la découpe laser industrielle, les tolérances ne sont pas considérées comme une orientation, mais comme des valeurs limites définies. Dans la pratique, cela signifie que pour les tôles d’une épaisseur inférieure à 1,5 mm, la tolérance réalisable est de ±0,01 mm. Cette précision est particulièrement pertinente pour les pièces filigranes, pour lesquelles tout écart dimensionnel peut avoir des conséquences fonctionnelles.
Si l’on travaille avec des matériaux plus épais – jusqu’à 3,0 mm par exemple -, les tolérances se déplacent vers ±0,03 mm. Le facteur décisif n’est pas seulement l’épaisseur du matériau, mais aussi la stabilité thermique pendant la coupe. Grâce à des réglages précis du laser et à un guidage intelligent de la coupe, il est possible d’obtenir une précision dimensionnelle impressionnante même avec des matériaux plus épais.
Qualité de surface et précision des contours
Outre la tolérance, la qualité de la surface détermine également la fonctionnalité et l’aptitude au traitement ultérieur d’un composant. Les installations modernes permettent d’obtenir des valeurs Ra allant jusqu’à 0,80 – ce qui correspond à la classe N6 et permet une utilisation sans traitement ultérieur supplémentaire. Les arêtes de coupe semblent visuellement propres, sont exemptes de couches d’oxyde et ne présentent pas de déformations dues à la chaleur.
La formation de bavures est un problème fréquent lors de la découpe laser, en particulier dans les aciers fortement alliés ou les matériaux mal dégazés. Cependant, en combinant un choix de gaz approprié (par exemple, de l’azote au lieu d’oxygène), une position focale optimisée et une vitesse d’avance contrôlée, ce problème peut être presque entièrement éliminé. Résultat : des arêtes lisses, pas de transitions abruptes et une grande précision des contours, même pour les petits rayons.
Répétabilité de la production en série
La production précise de pièces individuelles est une chose. La qualité répétable sur une série complète est un défi bien plus grand. C’est précisément là que la technologie standard se sépare de la véritable technologie de précision. Les machines de découpe laser de haute qualité atteignent une répétabilité de l’ordre de quelques microns, même pour des lots allant jusqu’à 1000 pièces, dans des conditions constantes.
Pour de nombreux secteurs, cette constance est essentielle. La technologie médicale et la fabrication de semi-conducteurs, par exemple, sont soumises à des normes strictes, telles que la norme ISO 13485, où chaque coupe, chaque contour et chaque mesure doivent être documentés et reproductibles de manière fiable. C’est la seule façon de développer des produits capables de s’imposer sur les marchés réglementés, tant sur le plan technique que sur le plan formel.
Influence de la géométrie, de la conception des composants et des logiciels
Rayons étroits, perçages, contours étroits
La géométrie d’une pièce détermine la précision avec laquelle elle peut être fabriquée au laser. En particulier pour les
Une erreur fréquente lors de la conception est de négliger la largeur de coupe et la largeur minimale de l’âme. Si, par exemple, une entretoise est conçue trop étroite, le laser peut surcharger thermiquement la zone ou même la dissoudre complètement. C’est pourquoi il vaut la peine de procéder à
Données CAO, conversion et langage machine
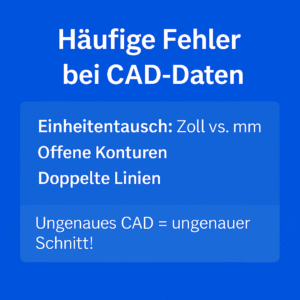
Ce qui semble parfait dans le logiciel de conception peut être très différent sur la machine. La définition des unités est une pierre d’achoppement fréquente : si un modèle est créé en pouces et exporté sous forme de fichier en millimètres – ou inversement -, il en résulte souvent des écarts massifs qui ne se remarquent qu’après la découpe.
Les calques défectueux, les contours non fermés ou les lignes doubles dans le dessin CAO sont tout aussi critiques. Ils ne sont pas reconnus par le système de commande comme des problèmes visuels, mais entraînent
Un prétraitement numérique propre est donc indispensable. Cela implique non seulement une mise à l’échelle correcte, mais aussi une vérification de la faisabilité technique des données. Les systèmes de FAO modernes offrent des mécanismes de contrôle automatisés à cet effet, mais il reste important que la conception et la fabrication travaillent en étroite collaboration. C’est la seule façon de garantir des résultats précis et reproductibles.
Quand la précision n’est pas une option, mais une condition

Partout où une qualité de coupe élevée, des processus stables et des tolérances documentées sont des conditions de base – par exemple dans la technologie médicale, les capteurs ou la micro-optique – il ne suffit pas de simplement couper un composant. Ce qu’il faut, c’est une production qui
Retero répond précisément à cette exigence. En tant que spécialiste de la découpe laser de précision, l’accent est mis sur l’usinage de tôles d’une épaisseur comprise entre 0,02 mm et 3,0 mm, avec des tolérances allant jusqu’à ±0,01 mm. Cette précision n’est pas un cas particulier, mais fait partie intégrante des processus de production en série.
Qu’il s’agisse d’une petite série, d’un prototype fonctionnel ou d’une fabrication à l’unité, toutes les étapes sont conçues dans un souci de reproductibilité, de qualité et de compétence en matière de matériaux. Les avantages des technologies laser et de contrôle utilisées sont particulièrement évidents pour les matériaux exigeants comme la céramique, le titane ou le carbure de tungstène.
Pour ceux qui souhaitent une fabrication non seulement précise, mais aussi orientée vers les processus, Retero est un partenaire qui allie compréhension technique et fiabilité entrepreneuriale. Nous nous ferons un plaisir de vérifier la faisabilité de vos données CAO ou de vous fournir notre fiche de données de tolérance – pour qu’une idée devienne un composant réalisable.