
What influences the accuracy of laser cutting?
Material thickness, material type and their role
The choice of material plays a decisive role in the precision that can be achieved during laser cutting. Materials such as stainless steel, aluminum, carbide or ceramic react differently to the laser beam, as they differ in terms of reflection, thermal conductivity and melting behavior. While aluminum shows a stronger expansion due to its high thermal conductivity, ceramic remains sharper in the contour, but requires a precise energy supply.
As the material thickness increases, the behavior of the cut also changes. Thin sheets of less than 1.5 mm can be processed with a tolerance of ±0.01 mm. With thicker materials – up to 3.0 mm – larger deviations are to be expected. Here, a tolerance range of ±0.03 mm is often realistically planned. In practice, this means that the thicker the material, the more the cutting strategy must be adapted in order to minimize thermal deformation and dimensional deviations.

Machine precision and drive technology
The mechanical precision of the laser cutting system used is a key factor. The
The control technology is just as relevant. If the cutting path is precisely coordinated with the
The Kerf effect – when the kerf becomes a tolerance trap
Each laser cut creates a kerf, also known as a kerf. This varies depending on the material, focus point and power – typically in the range of 0.05 mm to 0.15 mm. The problem is that if the kerf is not taken into account, dimensional deviations can occur in tightly toleranced components, for example in drill holes or narrow cut-outs.
Precise control of the kerf requires not only fine tuning of the laser power and speed, but also continuous quality control. If the process parameters are properly documented and kept stable, the kerf width can be kept constant – a decisive advantage for series production and ISO-compliant manufacturing.

Cutting speed and energy input
Cutting faster does not automatically mean working more precisely. On the contrary:
The art lies in the balanced interplay of feed speed, laser power and focus position. A good machine automatically recognizes when it needs to slow down – provided the parameters have been set intelligently. The aim is to keep the heat input low and still guarantee consistent cutting quality. This results in a clean cut – without distortion, without overheating and with consistently high precision.
Technical specifications for laser cutting – what is really possible?
Typical tolerances for precision laser cutting
In industrial laser cutting, tolerances are defined limits rather than guidelines. In practice, this means that for sheet metal with a thickness of less than 1.5 mm, the achievable
When working with thicker materials – up to 3.0 mm, for example – the tolerance ranges shift towards ±0.03 mm. The decisive factor here is not only the material thickness, but also the thermal stability during the cut. Thanks to precise laser settings and intelligent cutting guidance, impressive dimensional accuracy can be achieved even with thicker materials.
Surface quality and contour accuracy
In addition to the tolerance, the surface quality also determines how functional and processable a component is. With modern systems, Ra values of up to 0.80 can be achieved – this corresponds to class N6 and can be used without additional post-processing. The cut edges appear visually clean, are free of oxide layers and do not exhibit any thermally induced deformations.
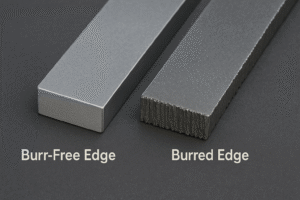
A common problem with laser cutting is burr formation, especially with high-alloy steels or poorly degassed material. However, this problem can be almost completely eliminated through a combination of the right choice of gas (e.g. nitrogen instead of oxygen), optimized focus position and controlled feed speed. The result: smooth edges, no sharp transitions and high contour accuracy even with small radii.
Repeat accuracy for series production
Precise individual part production is one thing. Repeatable quality across a complete series is a much greater challenge. This is where standard technology separates itself from true precision technology. High-quality laser cutting systems achieve a repeat accuracy of a few micrometers under constant conditions – even for batch sizes of up to 1000 pieces.
This consistency is crucial for many industries. Particularly in medical technology or semiconductor manufacturing, strict standards apply, for example within the framework of ISO 13485, where every cut, every contour and every dimension must be documentable and reliably reproducible. This is the only way to develop products that can survive in regulatory markets – both technically and formally.
Influence of geometry, component design and software
Tight radii, drill holes, narrow contours
The geometry of a component determines how precisely it can be produced with the laser. Particularly with
A common mistake in the design is neglecting the cutting width and minimum web width. If, for example, a web is planned too narrow, the laser can thermally overload the area or even completely dissolve it. It is therefore worth making production-oriented adjustments during the design phase. This allows contours to be realized that are both precise and economical.
CAD data, conversion and machine language
What looks perfect in the design software may look completely different on the machine. A frequent stumbling block is the definition of units: If a model is created in inches and exported as a millimeter file – or vice versa – there are often massive deviations that only become noticeable after cutting.
Equally critical are faulty layers, unclosed contours or double lines in the CAD drawing. These are not recognized by the control system as visual problems, but lead to faults in the cutting path. This results in uncleanliness, positioning errors or even machine stops.
Proper digital pre-processing is therefore essential. This not only includes correct scaling, but also checking the data for technical feasibility. Modern CAM systems offer automated checking mechanisms for this – but it is still important that design and production work closely together. This is the only way to ensure precise and reproducible results.
When precision is not an option, but a prerequisite

Wherever high cutting quality, stable processes and documented tolerances are a basic requirement – for example in medical technology, sensor technology or micro-optics – it is not enough to simply cut a component. What is needed is a production facility that fully understands and can implement the technical requirements. Not theoretically, but practically – repeatably and verifiably.
Retero meets precisely this requirement. As a
Whether small series, functional prototype or one-off production – all steps are designed for reproducibility, quality and material expertise. The advantages of the laser and control technologies used are particularly evident when working with challenging materials such as ceramics, titanium or carbide.
If you not only want precise, but also process-oriented manufacturing, Retero is a partner that combines technical understanding with entrepreneurial reliability. We are happy to check your CAD data for feasibility or provide you with our tolerance data sheet – so that an idea becomes a realizable component.