
Was beeinflusst die Genauigkeit beim Laserschneiden?
Materialdicke, Werkstofftyp und ihre Rolle
Die Wahl des Materials spielt eine entscheidende Rolle für die erreichbare Präzision beim Laserschneiden. Werkstoffe wie Edelstahl, Aluminium, Hartmetall oder Keramik reagieren unterschiedlich auf den Laserstrahl, da sie sich in Reflexion, Wärmeleitfähigkeit und Schmelzverhalten unterscheiden. Während Aluminium durch seine hohe Wärmeleitfähigkeit eine stärkere Ausdehnung zeigt, bleibt Keramik in der Kontur schärfer, erfordert jedoch eine präzise Energiezufuhr.
Mit zunehmender Materialdicke verändert sich auch das Verhalten des Schnitts. Dünne Bleche unter 1.5 mm lassen sich mit einer Toleranz von ±0.01 mm bearbeiten. Bei dickeren Materialien – etwa bis 3.0 mm – ist mit grösseren Abweichungen zu rechnen. Hier wird oft ein Toleranzbereich von ±0.03 mm realistisch eingeplant. In der Praxis heisst das: Je dicker das Material, desto stärker muss die Schnittstrategie angepasst werden, um thermische Verformung und Massabweichungen zu minimieren.

Maschinenpräzision und Antriebstechnik
Die mechanische Präzision der eingesetzten Laserschneidanlage ist ein zentraler Faktor. Die Genauigkeit der XY-Achsen, die Stabilität des Laserkopfs und die Spannung der Riemenantriebe bestimmen, wie sauber und wiederholbar ein Schnitt ausgeführt wird. Schon geringe Spielräume oder Vibrationen können dazu führen, dass Konturen unscharf oder unrund ausfallen – vor allem bei kleinen Geometrien.
Ebenso relevant ist die Steuerungstechnik. Wenn die Schnittbahn über CNC-gesteuerte Systeme mit der CAD-Zeichnung exakt abgestimmt wird, lässt sich die Positionsgenauigkeit deutlich erhöhen. Fehler in der Datenübertragung oder schlecht konfigurierte Maschinenparameter hingegen wirken sich direkt auf die Masshaltigkeit der Bauteile aus.
Der Kerf-Effekt – wenn die Schnittfuge zur Toleranzfalle wird
Jeder Laserschnitt erzeugt eine Schnittfuge, auch Kerf genannt. Diese variiert je nach Material, Fokuspunkt und Leistung – typischerweise im Bereich von 0.05 mm bis 0.15 mm. Das Problem: Wird der Kerf nicht berücksichtigt, kann es bei eng tolerierten Bauteilen zu masslichen Abweichungen kommen, etwa bei Bohrungen oder schmalen Ausschnitten.
Eine präzise Kontrolle des Kerfs erfordert nicht nur eine feine Abstimmung der Laserleistung und Geschwindigkeit, sondern auch eine kontinuierliche Qualitätskontrolle. Wer die Prozessparameter sauber dokumentiert und stabil hält, kann die Kerf-Breite konstant halten – ein entscheidender Vorteil für Serienproduktion und ISO-konforme Fertigung.

Schnittgeschwindigkeit und Energieeintrag
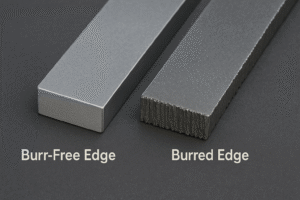
Schneller zu schneiden bedeutet nicht automatisch präziser zu arbeiten. Im Gegenteil: hohe Schnittgeschwindigkeiten können zu Gratbildung, verrundeten Kanten und unregelmässigen Konturen führen. Besonders bei feinen Geometrien oder engen Radien ist es sinnvoll, mit reduzierter Geschwindigkeit und fokussiertem Energieeintrag zu arbeiten.
Die Kunst liegt im ausbalancierten Zusammenspiel von Vorschubgeschwindigkeit, Laserleistung und Fokuslage. Eine gute Maschine erkennt dabei automatisch, wann sie verlangsamen muss – vorausgesetzt, die Parameter wurden intelligent eingestellt. Ziel ist es, den Wärmeeintrag gering zu halten und dennoch eine durchgängige Schnittqualität zu gewährleisten. So entsteht ein sauberer Schnitt – ohne Verzug, ohne Überhitzung und mit konstant hoher Präzision.
Technische Spezifikationen beim Laserschneiden – was ist wirklich möglich?
Typische Toleranzen bei Präzisions-Laserschneiden
Beim industriellen Laserschneiden gelten Toleranzen nicht als Orientierung, sondern als definierte Grenzwerte. In der Praxis bedeutet das: Für Bleche mit einer Stärke unter 1.5 mm liegt die realisierbare Toleranz bei ±0.01 mm. Diese Genauigkeit ist besonders relevant bei filigranen Bauteilen, bei denen jede Massabweichung funktionale Auswirkungen haben kann.
Wird mit stärkeren Materialien gearbeitet – etwa bis zu 3.0 mm –, verschieben sich die Toleranzbereiche in Richtung ±0.03 mm. Entscheidend dabei ist nicht nur die Materialstärke, sondern auch die thermische Stabilität während des Schnitts. Durch präzise Lasereinstellungen und intelligente Schnittführung lässt sich auch bei dickeren Werkstoffen eine beeindruckende Masshaltigkeit erzielen.
Oberflächenqualität und Konturgenauigkeit
Neben der Toleranz entscheidet auch die Oberflächenqualität darüber, wie funktional und weiterverarbeitbar ein Bauteil ist. Mit modernen Anlagen lassen sich Ra-Werte bis 0.80 erzielen – das entspricht der Klasse N6 und erlaubt die Verwendung ohne zusätzliche Nachbearbeitung. Die Schnittkanten wirken visuell sauber, sind frei von Oxidschichten und weisen keine thermisch bedingten Verformungen auf.
Ein häufiges Problem beim Laserschneiden ist die Gratbildung, besonders bei hochlegierten Stählen oder schlecht entgastem Material. Durch eine Kombination aus passender Gaswahl (z. B. Stickstoff statt Sauerstoff), optimierter Fokuslage und kontrollierter Vorschubgeschwindigkeit kann dieses Problem jedoch nahezu vollständig eliminiert werden. Das Ergebnis: glatte Kanten, keine scharfen Übergänge und hohe Konturgenauigkeit selbst bei kleinen Radien.
Wiederholgenauigkeit bei Serienfertigung
Eine exakte Einzelteilfertigung ist das eine. Wiederholbare Qualität über eine komplette Serie hinweg ist eine deutlich grössere Herausforderung. Genau hier trennt sich Standardtechnologie von echter Präzisionstechnik. Hochwertige Laserschneidanlagen erreichen bei gleichbleibenden Bedingungen eine Wiederholgenauigkeit im Bereich von wenigen Mikrometern – auch über Losgrössen bis 1000 Stück.
Für viele Branchen ist diese Konstanz entscheidend. Besonders in der Medizintechnik oder Halbleiterfertigung gelten enge Normvorgaben, etwa im Rahmen der ISO 13485. Hier muss jeder Schnitt, jede Kontur, jedes Mass dokumentierbar und zuverlässig reproduzierbar sein. Nur so lassen sich Produkte entwickeln, die in regulatorischen Märkten bestehen können – technisch und formal.
Einfluss von Geometrie, Bauteildesign und Software
Enge Radien, Bohrungen, schmale Konturen
Die Geometrie eines Bauteils bestimmt, wie präzise es sich mit dem Laser fertigen lässt. Besonders bei engen Radien, Mikrobohrungen oder schmalen Durchlässen entscheidet das Zusammenspiel von Fokuslage, Strahlform und Vorschub über den Erfolg. Je kleiner der Radius, desto präziser muss der Laserstrahl gesteuert werden – technisch realisierbar sind Radien bis 0.05 mm, allerdings nur bei optimaler Maschinenkalibrierung und geeigneter Materialauswahl.
Ein häufiger Fehler in der Konstruktion ist die Vernachlässigung von Schnittbreite und Mindeststegbreite. Wird beispielsweise ein Steg zu schmal geplant, kann der Laser den Bereich thermisch überlasten oder gar vollständig auflösen. Deshalb lohnt es sich, bereits in der Entwurfsphase fertigungsgerechte Anpassungen vorzunehmen. So lassen sich Konturen realisieren, die sowohl präzise als auch wirtschaftlich sind.
CAD-Daten, Konvertierung und Maschinensprache
Was in der Konstruktionssoftware perfekt aussieht, kann auf der Maschine ganz anders wirken. Ein häufiger Stolperstein ist die Einheitendefinition: Wird ein Modell in Zoll erstellt und als Millimeter-Datei exportiert – oder umgekehrt –, entstehen oft massive Abweichungen, die sich erst nach dem Schneiden bemerkbar machen.
Ebenso kritisch sind fehlerhafte Layer, ungeschlossene Konturen oder doppelte Linienführungen in der CAD-Zeichnung. Diese werden von der Steuerung nicht als visuelle Probleme erkannt, führen aber zu Störungen im Schnittpfad. Die Folge sind Unsauberkeiten, Positionsfehler oder sogar Maschinenstopps.
Eine saubere digitale Vorverarbeitung ist deshalb unerlässlich. Dazu gehört nicht nur die korrekte Skalierung, sondern auch die Überprüfung der Daten auf technische Umsetzbarkeit. Moderne CAM-Systeme bieten dafür automatisierte Prüfmechanismen – dennoch bleibt es wichtig, dass Konstruktion und Fertigung eng zusammenarbeiten. Nur so lassen sich präzise und reproduzierbare Ergebnisse sicherstellen.
Wenn Präzision keine Option, sondern Voraussetzung ist

Überall dort, wo hohe Schnittqualität, stabile Prozesse und dokumentierte Toleranzen zur Grundbedingung werden – etwa in der Medizintechnik, Sensorik oder Mikrooptik –, genügt es nicht, einfach nur ein Bauteil zu schneiden. Was es braucht, ist eine Fertigung, die technische Anforderungen vollständig versteht und umsetzen kann. Nicht theoretisch, sondern praktisch – wiederholbar und nachweisbar.
Retero erfüllt genau diesen Anspruch. Als Spezialist für Präzisionslaserschneiden liegt der Fokus auf der Bearbeitung von Blechstärken zwischen 0.02 mm und 3.0 mm, bei Toleranzen bis zu ±0.01 mm. Diese Genauigkeit ist kein Sonderfall, sondern fester Bestandteil der Serienprozesse.
Ob Kleinserie, funktionaler Prototyp oder Einzelanfertigung – alle Schritte sind auf Reproduzierbarkeit, Qualität und Materialkompetenz ausgelegt. Besonders bei anspruchsvollen Werkstoffen wie Keramik, Titan oder Hartmetall zeigen sich die Vorteile der eingesetzten Laser- und Steuerungstechnologien.
Wer nicht nur präzise, sondern auch prozessorientiert fertigen lassen möchte, findet in Retero einen Partner, der technisches Verständnis mit unternehmerischer Zuverlässigkeit verbindet. Gerne prüfen wir Ihre CAD-Daten auf Machbarkeit oder stellen Ihnen unser Toleranzdatenblatt zur Verfügung – damit aus einer Idee ein realisierbares Bauteil wird.