
Challenges in the underwater area
Pressure and extreme loads
Under water, the ambient pressure increases by around one bar for every 10 meters of depth. For micro-components, this means that even small geometric errors can lead to permanent deformation. Sealing surfaces, fits or resilient structures react sensitively if gap dimensions are not exactly maintained. In precision machining for underwater applications, tolerances in the range of a few thousandths of a millimeter are therefore not an option, but a must. Cyclical loads caused by currents, vibrations and temperature changes also have an effect. Such load changes promote material fatigue, especially in thin-walled areas and very small radii. A homogeneous material structure, reproducible edge quality and controlled surface roughness are crucial to ensure that seals fit cleanly and no micro-leaks occur. Anyone planning here always thinks of fits, spring travel and sealing geometries as a system that must remain stable under pressure and temperature. Friction, cavitation and particles in the medium must not disrupt the function, even after thousands of load cycles.

Corrosion as an invisible enemy
Salt water, pressure, gap geometries and electrical potentials form a tricky combination. Corrosion often starts where it is not expected, for example in narrow joints or under deposits. Chloride-induced pitting mechanisms quickly attack unprotected areas. Even with INOX, the alloy composition and the actual surface quality determine how long a component remains stable. Microstructures with rough zones or burr edges favor local cells, which weakens the passive layer. In addition, contact corrosion occurs when different metals are used in the same medium. Using titanium significantly reduces the risk, but the pairing with other materials must also be considered. Equally relevant are electrochemical effects caused by sensors and cabling, which can generate stray currents. Clean, burr-free edges, defined roughness values and a targeted choice of material reduce the tendency to corrosion, extend maintenance intervals and stabilize measured values, especially in sensor carriers, micro valves or locking mechanisms.
Miniaturization and complexity of components
The smaller the part, the tougher the requirements. Channels in the tenth of a millimeter range, micro bores for media routing or filigree spring structures require machining without distortion and without thermal edge zones. Tiny burrs are enough to damage sealing lips or distort valve closing forces. Thin-walled areas react sensitively to internal stresses, which is immediately noticeable under pressure. At the same time, the complexity of the geometries increases, for example with nested recesses, precise slot widths or very small corner radii. A consistent interplay of geometric accuracy, reproducible edge quality and defined surface topography is therefore essential for functioning underwater technology. This is the only way to ensure that the flow rate, tightness and sensor stability remain constant even after many load cycles. Integrating production into the design early on reduces iterations and achieves a microgeometry that works reliably in the medium more quickly.

Why precision is crucial here
Microtolerances and their significance in high-pressure environments
Even tiny deviations change the flow pattern in channels and valve seats. In an environment with increasing high pressure, an additional gap increases the leakage rate, reduces the measuring accuracy and generates undesirable forces on sealing lips. Micro-tolerances ensure that gap dimensions, edge radii and fits work together precisely and that the function remains stable even during pressure peaks.
Edge quality and surface roughness are particularly critical. Micro burrs disrupt the flow, increase friction and damage seals. A finely defined topography reduces friction work, stabilizes opening and closing forces and keeps efficiency constant, even if temperature and pressure vary.
One principle therefore applies to precision machining for underwater applications. The smaller the component, the tighter the tolerances, concentricity and coaxiality must be. Only the sum of these parameters keeps the flow rate, tightness and signal quality within the target range.
Durability and reliability thanks to precise manufacturing
Under water, load changes, cavitation and particle abrasion have an effect. Precisely manufactured geometries distribute stresses evenly and avoid notch effects at transitions. This reduces the risk of cracks forming in zones with small radii or thin wall thicknesses, which noticeably increases the service life.
A controlled surface reduces corrosion germs. Compacted and burr-free edges provide better support for the passive layer, especially with INOX and titanium. At the same time, dimensional stability is maintained because precise, non-contact machining does not give rise to any undesirable thermal influences that could promote distortion or residual stresses.
The maintenance side also benefits. Components that are manufactured to be geometrically stable and reproducible from the outset exhibit constant characteristic values over many cycles. Sensor brackets, nozzle seats and valve pins retain their position and shape, which reduces downtimes and extends test intervals.
Consequences of the smallest deviations in underwater use
One hundredth too much play in a microvalve changes the characteristic curve and leads to pressure fluctuations that controllers have to constantly compensate for. These corrections increase the energy requirement and put a strain on the mechanics. In the sensor system, a minimal angular position shifts the reference, measured values drift and are only recognized late.
The media feed also reacts sensitively. Unclean slot widths generate turbulence and cavitation, which causes material to break off and roughen surfaces. This results in microscopic pockets in which electrolytes remain for longer. The result is accelerated corrosion at critical points.
Precise planning and production here prevents follow-up costs even before the first test run. Stable gap dimensions, defined radii and a suitable material pairing ensure that components remain in the system. This means that microcomponents perform their function reliably, even if pressure, temperature and medium fluctuate over long periods of time.
Subtractive processes vs. 3D printing, a critical comparison
Advantages of subtractive processes for corrosion-resistant materials
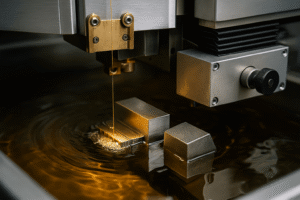
Corrosion-resistant materials such as INOX, titanium, carbides or conductive ceramics require stable processes without structural changes. Processes such as wire erosion, micro-erosion and precise laser cutting work without contact and often inan oil bath, which means that the material structure remains unchanged and edges remain burr-free. This is crucial if sealing surfaces, valve seats or sensor mounts are to function permanently in salt water. Subtractively manufactured micro-components achieve defined radii, sharp edges and reproducible slot widths, which protects the passive layer of INOX and promotes the galvanic stability of titanium pairings.
Material density, surface quality and why they count
Under water, the material density determines the service life. Additively produced layers can contain pores or bonding defects that act as corrosion nuclei. Subtractive processes provide dense cross-sections with a homogeneous structure. The surface quality is just as important. Eroded or finely lasered, very smooth surfaces with defined surface roughness are produced, sealing lips run cleanly, microchannel walls remain streamlined and cavitation is reduced. The dimensional accuracy is maintained without thermal input, which keeps measurement drift and leakage rates low.
Scalability from prototype to series production
A prototype is just the beginning. Subtractive routes can be transferred to small batches and series with identical parameters. Clamping concepts, tools and programs are stable, which increases scalability and simplifies quality assurance. EDM systems can map long unattended runtimes, components come out of the machine with a functional edge finish. Additive routes often have to be requalified for each geometry, alloy and component orientation, which increases throughput times and complicates process capability in BOFU projects.
Common concerns about EDM and why they don’t apply
Cost objection: If you consider rejects, rework and the consequences of failure during use, precise EDM processes are often cheaper over the life cycle. Material is removed in a targeted manner and consumption remains calculable, especially with expensive alloys.
Speed objection: Pure cutting time is not everything. Elimination of rework, high process stability and longer machine running times compensate for the processing time. Projects become more reliable in terms of deadlines because fewer iterations are required.
Flexibility objection: Subtractive processes fully cover conductive materials. Laser cutting and micro-machining are available for non-conductive components. The combination enables mixed assemblies, which are required in precision machining for underwater applications.
Environmental objection: Modern systems work with closed circuit units for dielectrics. Removal is low and concentrated, support structures are no longer required, which noticeably reduces waste with expensive materials. The decisive factor is the high initial part quality, which avoids reworking and additional processes.
Materials for extreme conditions

INOX, stainless steels for salt water resistance
INOX is the first choice when it comes to components in seawater and under pressure. Alloying elements such as chromium, nickel and molybdenum are crucial, as they control resistance to pitting and stress corrosion cracking. In applications with chlorides, austenitic grades provide a high level of protection, while duplex material concepts offer additional strength and better crack resistance for highly stressed components. Process-reliable production with clean edges, a small run-in zone and controlled topography is important. This ensures that the passive layer remains stable, sealing surfaces remain tight and fits run smoothly. For pairings with other metals, a galvanically compatible combination is recommended to avoid localized elements. Correctly selected stainless steels can withstand flow, temperature changes and particle abrasion for a long time while retaining their dimensional stability.
Titanium, lightweight construction meets corrosion protection
Titanium combines low density with outstanding corrosion resistance, even in warm salt water. Pure grades such as grade 2 demonstrate their strengths in terms of resistance and dimensional stability, while alloyed variants such as Ti 6Al 4V increase the strength for highly stressed microcomponents. The natural oxide layer forms a robust barrier against media and remains stable even after mechanical stress if the surface is homogeneously manufactured. In humid and pressurized environments, titanium minimizes the risk of galvanic corrosion, especially when screws, bushings and bearings are suitably combined. Due to its low thermal conductivity and high specific strength, it is suitable for thin-walled geometries, precise slots and delicate valve seats where every hundredth counts.
Special alloys and carbides for high-pressure technology
Where pressure, abrasion and media chemistry come together, special alloys and carbides are used. Nickel-based grades resist chlorides and offer temperature resistance, making microvalves, nozzles and sensor carriers reliable. Cobalt chrome materials score points for their wear resistance, especially with sliding contact surfaces. Tungsten carbide is suitable for nozzle disks, cutting edges and orifice bores that must remain dimensionally stable under load. In media with a solid content or in cavitation, a dense, homogeneous surface noticeably extends the service life. In addition, conductive ceramics provide high hardness and dimensional stability, for example for dressing profiles or wear-intensive guides. The right combination of toughness, corrosion resistance and edge retention determines whether a component survives many cycles or fails early.
Why material diversity is crucial for application flexibility
No two underwater applications are the same. Different media, pressure levels and temperature windows require a material selection that is optimized for function and service life. If you can choose between INOX, titanium, hard metals, nickel alloys and ceramics, you can specifically reproduce the required properties. This results in components that are not only corrosion-resistant, but also low-wear, dimensionally stable and flow-optimized. This variety reduces iterations from the initial idea to series production, improves reproducibility and enables cost-effective precision machining for underwater applications. The end result is a system that coordinates the material, geometry and production route to ensure sustainable performance in the medium.
Precision process for underwater microcomponents
When it comes to precision machining for underwater applications, it is not just one process that counts, but a coordinated interaction. Here are the methods with which filigree geometries, dense edges and reproducible surfaces can be achieved without compromising the integrity of the materials.
Micro-erosion, precision without heat input
Micro-erosion removes material without contact using electrical discharges. As a result, no process forces are generated and there is no heat input into the component, which protects sealing surfaces and thin-walled structures. With wires from around 0.02 mm and pin electrodes, micro bores, capillaries and contours with tolerances of up to ±0.001 mm and fine surfaces down to the Ra 0.05 range can be realized. This is ideal for the seating surfaces of micro valves, sensitive sensor housings or precise slots in media guides.
Micro-erosion really comes into its own with carbide and ceramics. Retero processes these materials in a special oil bath, which stabilizes the material removal and further improves the surface quality. This keeps edges clean and reduces the risk of corrosion.
Wire EDM in an oil bath, perfect cutting quality for complex geometries
In wire EDM, conductive materials are cut along a programmed path. Processing is contactless, there is no mechanical stress and even extremely thin webs remain dimensionally stable. Depending on the application, Retero achieves surface roughnesses of less than Ra 0.10, radii of up to 0.09 mm and tolerances of up to ±0.0015 mm. This enables narrow slots, fine run-outs and complex contours with high repeat accuracy, even over long machine runtimes.
Fine wire machining in an oil bath is used for carbide and ceramic. The oil serves as a dielectric, stabilizes the spark and ensures very smooth cutting edges, which supports the tightness and service life of underwater components.
Laser cutting with four-axis technology, filigree structures on the smallest of surfaces
Precision laser cutting works contact-free with a very narrow joint. With the four-axis technology, bevel cuts, micro-ridges and three-dimensionally aligned contours can be produced without mechanically stressing the component. Retero processes material thicknesses from 0.02 mm to 3.0 mm and achieves surface qualities up to N6. For INOX, titanium and special alloys, the laser delivers process-reliable cut edges that facilitate subsequent sealing or coating.
The power, focus and feed rate are finely tuned to minimize thermal effects. This results in filigree lamellae, screen structures or spring geometries that function reliably in salt water and pressurized environments.
Spark erosion grinding, profile accuracy in the micrometer range
When round parts and rotationally symmetrical micro-components require maximum dimensional accuracy, EDM grinding offers the right solution. Machining takes place without contact, so there is no bending and no heat input. Retero achieves profile accuracy in the µm range, concentricity of up to 0.002 mm, inner radii from r = 0.05 mm and surface finishes of around Ra 0.1. This is ideal for valve seats, nozzle edges, guide pins or highly stressed sealing contours that need to remain tight and stable under water.
Quality assurance, tolerances up to ±0.001 mm as well as ISO 13485 and ISO 9001
High-precision manufacturing does not end at the machine. A robust inspection concept is crucial. Retero measures micro-components under a microscope with high magnification, detects irregularities at an early stage and keeps electronic records of every stage of production. The company is certified to ISO 9001 and ISO 13485, processes are traceable and acceptance procedures are clearly regulated. As a result, tight specifications such as ±0.001 mm can be reliably assured, even for series with changing materials and geometries.
This combination of micro-erosion, wire erosion, precision laser and spark erosion grinding creates a stable toolbox for underwater micro-components. Each part is given the right process to ensure that tightness, corrosion resistance and long-term stability are really achieved in use.
Use cases in practice
Precision machining for underwater applications means designing functional parts in such a way that they work stably in salty, cold and dynamically stressed environments. The following fields of application show what is really important for micro components and how specific design goals can be reliably achieved with precise, subtractive processes.
Underwater sensors and measurement technology
Underwater sensor technology depends on absolutely stable references. Miniaturized housings, brackets and coupling structures must mechanically decouple the measuring chain while remaining tight and corrosion-resistant. Geometrically defined sealing zones, low-stress edges and clean penetrations for cables or glass-to-metal feedthroughs are crucial.
- – Sensor holder and support frame made of INOX or titanium with flat contact surfaces for optical windows, eroded and ground parallel to the plane so that sealing washers are seated with a low tightening torque.
- – Micro bores from D 0.10 mm for venting or reference duct, contour-accurate without burr, so that no flow disturbances occur.
- – Fiber and cable passages with controlled taper so that the potting or soldered connection is permanently sealed.
- – Separation joints and adjustment slots with a defined width so that sensor modules can be reproducibly aligned and fixed.
A homogeneous surface pays off during operation. Smooth sealing surfaces favor the setting behavior of O-rings, microscopically clean edges prevent particle solutions and measurement drift.
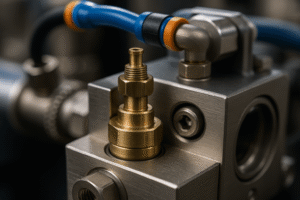
Microvalves and flow regulators for deep-sea applications
Valve seats, gate valves and metering orifices work under pressure, temperature changes and fine particles. Here, the edge quality determines the service life, the concentricity determines the tightness and the surface determines the erosion resistance.
- – Valve seats with circular sealing seat, finely eroded and polishable so that the contact line is worn evenly.
- – Slotted and perforated orifice plates with closely graduated cross-sections for defined mass flows. The edges remain burr-free to prevent cavitation.
- – Spool components with high concentricity and stable profile accuracy so that the control characteristic remains linear and leakage is low.
- – Choice of material depending on the medium, e.g. titanium for flash rust, INOX for salt water, conductive ceramic for throttle points subject to erosion.
Low-stress production without thermal influence is also essential so that valve components do not warp during operation and the sealing surfaces close in the long term.
Sealing elements and high-pressure closures
The higher the pressure, the more closely production and assembly must interact. The basis for this is micron-precise sealing grooves and flat mating rings. The aim is defined setting behavior, minimal cold flow paths and low friction when locking.
- – O Ring grooves with tightly toleranced groove width and groove depth, edges with small relief radius so that the ring is not cut into.
- – Conical clamping cones and bayonet catches with repeatable kinematics, smooth raceways for constant tightening torques.
- – Cut edges without tags and without throw-on, so that seals are not damaged during mounting.
- – Contact-free processing of the sealing surfaces so that the material structure and fits remain stable and no subsequent leakage occurs.
In practice, a precise, burr-free design reduces the necessary preload. Seals last longer, closures grip more smoothly and remain free of play even after many cycles.
Examples from medical technology, piezo technology and the optical industry
The requirements of regulated and highly sensitive industries provide valuable impetus for underwater applications. Those who manufacture reliably in these areas also maintain control in deep-sea projects.
- – Medical technology: Miniature parts with cleanly guided rinsing channels and sterile surfaces show how media contact can be safely controlled. transferred to underwater sensor technology, robust flow guides and low-resistance microchannel systems are created.
- – Piezo technology: Precise seating contours and insulated holding structures for piezo elements are the basis for sonar transducers and actuators. Plane-parallel supports and defined electrode spacing are critical for the component to vibrate efficiently.
- – Optical industry: Frames, mounts and holders for lenses or windows benefit from flat sealing surfaces and precisely positioned drilling patterns. This means that collimators and cameras remain tight and aligned even in seawater.
These examples show how cross-industry expertise can be used in a targeted manner. Those who understand the coupling of geometry, material and surface develop underwater micro-components that function for longer and can be assembled safely.
From theory to practice, where you can find reliable partners
Why experience and ISO certifications matter
Under water, technology does not forgive any inaccuracies. That is why, after the design stage, what counts most is the ability to manufacture with repeat accuracy and to test in a reproducible manner. Teams that work according to ISO 9001 and ISO 13485 ensure processes with clear test plans, document every change and record measurement data electronically. This creates traceability, simplifies acceptance tests and reduces the risk of late corrections. In BOFU projects with tight timeframes, this process maturity is often the difference between a clean start to series production and costly delays.
- Validated process windows for critical tolerances and surfaces
- Microscopic final inspection with defined acceptance criteria
- Risk-controlled planning from initial sampling to series release
Swiss precision as a guarantee for longevity
Durable underwater components are created when precision becomes routine. Swiss manufacturing stands for process discipline, clean edges and precisely cut surfaces. Non-contact machining without heat input keeps the structure stable,oil bath erosion provides smooth flanks and protects sealing zones. In practice, this results in less wear, constant tightness and predictable maintenance intervals. This means that precision machining for underwater applications is not just a theory, but a measurable advantage in the field.

Retero GmbH, your partner for precision machining in extreme environments
After the requirements of design and quality, a manufacturer is needed that brings both together. This is exactly where Retero comes in. The team combines micro-erosion and wire erosion in an oil bath for carbide, ceramic, INOX and titanium with precision laser cutting in four axes and spark erosion grinding for rotationally symmetrical micro-profiles. Tight tolerances down to the micrometer range, reproducible surfaces and documented test steps are standard practice. This results in sensor holders, valve seats, nozzles and sealing components that can withstand salt water, pressure and temperature changes with ease.
If you have a project in mind and want to know what is possible in terms of production, then theory quickly becomes a clear procedure. Talk to our specialists for underwater technology or request a technical feasibility study. Together, we will determine the material, geometry and process chain so that your components function reliably in the medium and the series can be planned.