The construction of punching tools is a specialized area of toolmaking in which tools such as cutting and forming tools are manufactured for mass production. The process: A semi-finished product is formed into a new, desired shape using a cold forming process (punching, bending, upsetting or drawing). The semi-finished product is also known as a pre-material or blank and is a workpiece or semi-finished product in its simplest form, such as a bar, tube or plate. Through processing, one thin sheet becomes a mudguard, another a cabinet hinge or a third a crash barrier. The items produced are then used in the
Technical basics of the punching process
Punching can be carried out either manually or using modern CNC technology. In manual punching, the sheet metal to be processed is first placed between the punch and die. The punch is then guided onto the sheet at high pressure with the aid of hydraulic or lever force and cuts through the sheet at the interface between the punch and die. CNC punching machines also work according to this principle, but carry out the individual process steps largely independently and automatically.
The production process is usually divided into shear cutting and wedge cutting according to the cutting principle. In shear cutting, the pressure surface of the punching tool has a cutting edge that first causes cracking and ultimately tears through the material. In wedge cutting, two wedge-shaped cutting edges cut through the sheet metal at a very specific cutting wedge angle.
Structure of punching tools
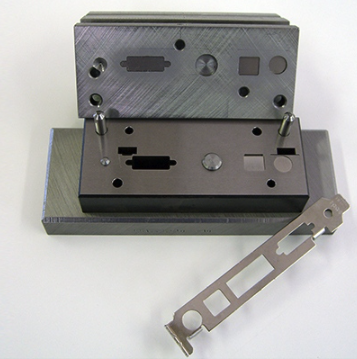
Punching tools essentially consist of three parts: Punch, die and stripper. High-quality punching tools are an important prerequisite for cost-effective production. They are easy to set up, require little maintenance and make the work of punching machines even more productive. The punching tool is the technical basis for the cutting process of punching and has to meet high demands in terms of resilience, resistance and dimensional and shape accuracy. This is why these special tools are manufactured from first-class steels using state-of-the-art production processes.
Different types of punching tool
Stamping tools are divided into individual technical molds, composite molds and continuous molds. Punching and forming tool construction is used to manufacture tools that are used for the series production of products made from a wide variety of materials such as
- Metal
- Non-ferrous metal
- Plastic
- wood veneer or paper can also be used.
Mainly three-dimensional drawn and formed parts are manufactured. The active elements are made of hardened and tempered tool steel, carbide or ceramic – depending on the application.
When punching a single technical shape on a punching machine, only one process is carried out, e.g. bending, embossing, punching, drawing, stretching or bending. This is usually done manually. This process is simple in design and manufacture, low in price but low in production efficiency. The main difference between continuous punching and single technical punching is that in the former, the punch is automatically fed to the press. This is both more efficient and safer. In the third form, the compound form, several punching processes are carried out on a single press (single station or multi-station). This process involves fully automated production – from flat sheet metal to stamping, forming and finishing.

Fine blanking tools
They are characterized by the highest demands on dimensional and shape accuracy. With the help of fine blanking tools, the cut surfaces of the workpiece to be machined can be kept smooth and tear-free. The corresponding manufacturing process is usually referred to as fine blanking or precision blanking. Fine blanking tools are required for the production of components with the highest dimensional accuracy requirements. These include, for example, gear wheels with modules of 0.2 to 10 mm and thin sheet thicknesses of 1 to 10 mm. Gear racks or similar machine elements are also manufactured using this process. The accuracy achieved is often already so high that no further post-processing is necessary.
Structure of cutting dies
Cutting dies usually consist of three raw materials: wood, steel and rubber. The steel rules – also known as strip steel – are inserted into the wooden boards. Depending on the material to be punched, different blade heights and different blade hardnesses are used. Each cutting die also requires a rubber coating so that the cutting material springs back and can be ejected.
Competent contact person
The experts at RETERO GmbH specialize in prototype construction and small series production of punching tools and bending tools and see themselves as problem solvers, even for very complex punching tools. Precision is the measure of all things. Most of the tools that leave the ISO-certified company meet very specific industry requirements and regulations. We would be happy to advise you on your very special project. We will be happy to receive your inquiry at info@retero.swiss.